Клей вместо сварки ч. 6
(публикуется в сокращении)
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
«Упустил масло» — так описал свой случай один из водителей. Упустил — значит, не проверил вовремя. И мотор остался без масла. Последствия понятны: «застучал» шатунный вкладыш. Кончилось тем, что шатун оборвался и, попав между коленвалом и стенкой блока, пробил в блоке цилиндров хорошую дыру.
Такой блок, конечно, надо менять. Но он стоит денег, и немалых. Так что варианты хоть и есть, но реальный выход из положения они обеспечивают далеко не всегда.
А если все-таки блок не менять? Попробовать его отремонтировать? Что ж, дело хорошее, только непростое, требующее знаний и некоторого опыта.
Варить или не варить?
Принципиально можно отремонтировать блок цилиндров с любыми повреждениями. Весь вопрос в том, насколько это экономически оправданно.
Конечно же, прежде чем начинать исправление таких сложных повреждений, как пробоины, необходимо наметить технологию ремонта. Самый важный вопрос — каким способом заделывать пробоину. От этого зависит и трудоемкость работы, и потребность в специальном оборудовании и инструменте, и в конечном счете — надежность двигателя после ремонта.
Традиционным способом ремонта пробоин в блоке цилиндров считается сварка. Однако просто взять и заварить пробоину трудно. Локальный нагрев в зоне сварочного шва всегда приводит к возникновению больших напряжений при остывании блока. А это опасно — могут образоваться трещины. Но даже если обойдется без трещин, сильный нагрев все равно даром не пройдет, и после остывания блок может оказаться деформированным.
Пластиковый бензобак
Современные полимерные материалы по своим физико-механическим свойствам практически не уступают металлам, в связи с чем бензобаки ТС всё чаще выполняются именно в пластике. В результате этого, топливные ёмкости становятся легче, эластичнее и дешевле, но, в то же время, они более подвержены деформациям и, как следствие, трещинообразованию в местах концентрации напряжений.
![]()
Чем заклеить пластиковый бензобак
Перед тем, как выбрать, чем заклеить пластиковый бензобак, водитель должен диагностировать повреждение, определив его габариты и возможность починки. В большинстве случаев алгоритм починки пластикового резервуара выполняется с применением следующих составов:
- Пластиковая заплатка с термообработкой поверхности.
- При небольших дефектах – холодная сварка.
- Бензостойкий клей.
Перед тем, как заклеить пластиковый бензобак, поверхность с пробоиной необходимо промыть, протереть спиртовым раствором высокой концентрации и зашлифовать мелкой наждачной бумагой.
Чем можно заклеить блок двигателя зил 130
Трещина в блоке ЗИЛ 130, длинна около 3-4 см. Вроде клеят эпоксидной смолой. У кого есть опыт?
На еразе, у меня шатун выскочил на асфальт, выломав кусок блока , заварили и заново просверлили масляный канал. На Ифе 50, клеил полублок эпокситкой,хватило на пол года,эпокситка не любит перемен температуры, радиатор бмв с пластмассовым бачком, клеил тоже эпокситкой с серебрянкой,тоже на долго не хватило.
Трещина в блоке ЗИЛ 130, длинна около 3-4 см. Вроде клеят эпоксидной смолой. У кого есть опыт?
Можно и лучше заварить обычной сваркой,медным электродом, сваривает чугун на отлично и всё держит:cool:Только надо разделать трещину болгаркой.
Зачищаеш место наждаком наносиш сурик потом слой брезента еще сурик слой свинца и железной пластиной в 6мм все закрываеш сверлиш отверстия под М6 нарезаеш резбу и так шаг за шагом начиная от центра к переферии с шагом в 12-15мм. Проверено держит годами, все клеи не выдерживают разницу расширения при температуре и в итоге отваливается. Не завывайте что блок у ЗИЛ-130 чугуниевый.
способ называется «штифтование». Лучше ничего не придумали Клеи-замазки — продержатся час. штифты из отожженой медной проволоки, резьбу резать с нпатягом.










разделать и заварить латунью
В том то и особеность ЗИЛовского блока что варить ни кому и не когда еще не удалось, да варили и вроде бы успешно но через какое то время вываливался весь блок где варили. Так что штифты или как их там обзывают везде по разному, и только они могут помочь. Сумневаюсь, однако. Стальные штифты и заплатка неравномерно расширяются с чугунявым блоком.
Колхозный сварщик — самоучка предпенсионного возраста мне трещину в ЗиЛовском блоке длиной 10-15 см заварил электросваркой. Немножко ОЖ сочилась, но не капала. Катался на этом движке полтора года.
Заварил Дед на месте, не снимая с машины. Тонкостей не помню, вспоминается что-то обмотать электрод медной проволокой. Про чугунявые — нержавейка электроды тогда не знали (может и знали, но не имели). Наверно, мне просто повезло, и помогла привычка содрать клапан с пробки радиатора.
Источник
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
![]()
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
https://youtube.com/watch?v=9MgfyXsWLik
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Выполняем сварку чугунного блока двигателя
Geely Emgrand EC7 FE-1 Эмгранд сила Logbook Перепрошивка ЭБУ двигателя
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун. При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
Особенности материала, используемого для изготовления блоков цилиндров
Блоки двигателей автомобилей, как правило, отливаются из чугуна. Этот материал является сплавом железа и углерода, содержание которого составляет 2,14%. Это негативно влияет на качество соединения.
Основные трудности процесса:
- формирование пор, трещин;
- появление в процессе обработки каленых структур, используемый инструмент быстро тупится;
- в результате перегрева тонкий материал рассыпается.
Чугун может отличаться составом:
- серый чугун — ковкий высокопрочный материал, легко поддается обработке, ограниченная свариваемость;
- белый чугун — достаточно твердый и хрупкий материал, который поддается шлифовке, но не сваривается.
Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).
- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.
Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.
Если после заваривания трещины поверхность блока цилиндров в момент работы соприкасается с прочими деталями двигателя, она подвергается дополнительной обработке. Лишний сварочный металл убирается при помощи наждачной бумаги, напильника, абразива.
Горячая сварка
Нагревание всего элемента конструкции двигателя осуществляется в процессе сварочных работ с применением кислорода, ацетилена. Соединение осуществляется посредством формирования электрической дуги стальными или чугунными электродами со специальным покрытием. Изделие медленно нагревается до 600–650 градусов, для чего применяется стальной кожух с асбестовой прокладкой. Такая методика используется для заваривания трещин на труднодоступных участках детали.









Важно! Качественно заварить чугунный блок автомобильного двигателя способен только опытный сварщик. Непрофессионально выполненные работы могут привести к основательному выходу данной детали из строя. Сергей Одинцов
Сергей Одинцов
Сварка блока двигателя
Для изготовления современных блоков цилиндров используются разные материалы: алюминиевые сплавы, чугун. Несмотря на это, поломки данного элемента носят одинаковый характер: трещины в рубашке охлаждения. Они могут возникать по разным причинам:
- разрушение гильзопоршневой группы;
- в результате ДТП;
- из-за неправильного монтажа.
Сварка блока двигателя
Наши специалисты предоставят для Вас квалифицированную консультацию по ремонту и затратам, поскольку не все блоки целесообразно ремонтировать. В случае если ремонт блока двигателя сваркой всё же целесообразен, он проводится в несколько этапов:
- демонтаж двигателя с автотранспортного средства, его разборка;
- удаление грязи с поверхности кожуха блока цилиндров, её обезжиривание;
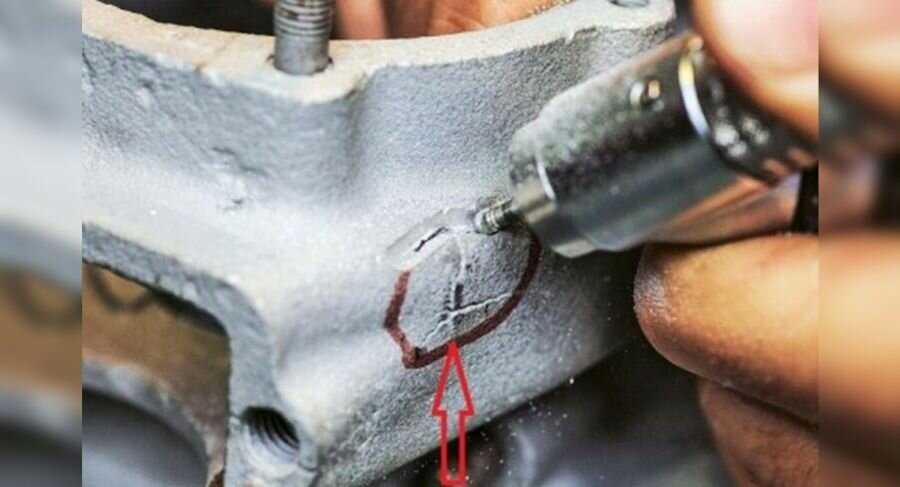
- выявление трещин и проломов с составлением спецификации дефектов;
- засверливание концов трещин с целью препятствия их роста во время проведения работ;
- разделывание трещин в виде бороздок с применением фрезерной машинки;
- проведение сварочных работ;
- зачистка сварочных швов, удаление окалин и наплывов.
В случае если осуществляется ремонт чугунных кожухов, во избежание образования микротрещин во время сварочных работ деталь прогревают до 600 °С. Сварку же осуществляют при помощи специальных присадочных материалов.
Клеи при ремонте дюралевых корпусов
Применение клея при ремонте (и постройке) дюралюминиевых корпусов обеспечивает высокую прочность соединения, влаго- и водостойкость, стойкость к бензину и маслу. Являясь хорошим уплотняющим материалом и диэлектриком, клей предотвращает возникновение очагов контактной и щелевой коррозии в соединениях деталей.
Наиболее доступными являются клеи на основе эпоксидного связующего, например, продающийся в магазинах универсальный клей ЭДП. В набор упаковки входит эпоксидный компаунд ЭДП (эпоксидная смола ЭД-6 с пластификатором) и отвердитель — полиэтиленполиамин. При составлении клея на 10 весовых частей компаунда необходимо отмерить 1 часть отвердителя.
Склеиваемые поверхности зачищают наждачной бумагой, металлической щеткой или напильником, затем протирают тампоном, смоченным ацетоном или бензином, и высушивают.
Клей наносят тонким слоем кистями, шпателями или валиками из пенопласта. После небольшой — в течение 5—10 мин — («открытой») выдержки детали складывают и плотно сжимают с помощью струбцин, цвинок или грузов. Клей, выдавленный при запрессовке, удаляют. Для лучшего прилегания деталей и получения клеевого шва толщиной 0,3—0,4 мм надо обеспечить давление запрессовки величиной 0,5—1,0 кг/см2, равномерно распределенное по всей склеиваемой поверхности. Под давлением детали выдерживают до полного затвердевания клея, которое при комнатной температуре (18—25°) наступает через 24 ч; при более высокой температуре время отверждения несколько сокращается. Нужно помнить, что «живучесть» эпоксидного клея, т. е. время сохранения наилучших клеящих качеств,— от 30 мин до 2 ч. Приготовляя порцию клея, нужно учитывать это и количество его определять, исходя из ориентировочной нормы расхода 0,04 г/см3 при одностороннем и 0,06 г/см2 при двустороннем нанесении.
В тех случаях, когда необходимо заполнить зазоры между деталями, в клей вводят наполнитель — алюминиевую пудру, металлические опилки, асбест, тальк, зубной порошок или охру (в сухом виде). При добавлении наполнителя нужно следить за тем, чтобы клей сохранял текучесть и легко наносился на поверхности склеиваемых деталей.
Используя клей с наполнителем, можно заклеивать мелкие вмятины, незначительные трещины и раковины на листах обшивки и палубы. После отверждения клея поверхность выравнивается и окрашивается. Для большей гарантии герметичности при сквозных трещинах в днище полезно отремонтированное место дополнительно заклеить заплаткой из тонкой прочной ткани.
Источник
Альтернативные способы
![]()
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).










Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
https://youtube.com/watch?v=0N9eu6pmi-8
Как починить треснувший блок двигателя
![]()
Сегодня мы поговорим о треснутом блоке двигателя, о том, как это происходит и каковы ваши варианты. Треснувший блок двигателя — это большая проблема из-за чего ваш блок двигателя сделан. В большинстве случаев, когда металл ломается, ответ прост: сварите его вместе! В случае вашего блока цилиндров это, к сожалению, невозможно. Чугун обладает другими свойствами, чем большинство углеродистых сталей, что делает невозможной сварку.Чрезвычайного тепла, которое требуется для сварки большинства металлов, достаточно, чтобы вызвать проблемы с чугуном и вызвать удивительную ломкость и слабость окружающей области после сварки.
Вы можете получить трещину в блоке двигателя несколькими разными способами. Во-первых, блоки двигателя могут треснуть от чрезмерного нагрева. Слишком большое количество тепла приведет к достаточному расширению и сжатию сопряженных поверхностей и болтовых соединений, что приведет к растрескиванию поверхностей. В противоположном сценарии очень холодная погода может привести к тому, что ваш блок двигателя тоже треснет.Будь то неправильная смесь антифриза и воды, или вы просто живете в очень холодном месте, очень низкие температуры зимой могут вызвать замерзание охлаждающей жидкости в вашем двигателе. Так как вода расширяется, когда она замерзает, она может вытолкнуть стенки вашего блока двигателя достаточно, чтобы они треснули.
Если у вас автомобиль с треснутым блоком цилиндров, может возникнуть соблазн просто выбросить из строя автомобиль или заменить весь двигатель. Это может быть очень дорогой процесс или оставить вас с транспортным средством. Вместо дорогостоящего ремонта используйте BlueDevil Radiator и Block Sealer, чтобы заделать трещину в вашем блоке и держать машину на дороге. В отличие от многих герметиков утечки, радиатор BlueDevil и блочный герметик не содержат волокон или частиц, которые просто закупоривают утечку.Радиатор BlueDevil и Sealer фактически соединятся с чугунным блоком вашего транспортного средства, надолго закрывая трещину в вашем блоке и удерживая вас на дороге. Мы настолько уверены, что радиатор и герметик BlueDevil остановят вашу утечку, это подтверждается нашей гарантией герметичности!
Для получения дополнительной информации о BlueDevil Radiator and Block sealer и нашей гарантии, нажмите здесь:
Когда вы будете готовы запечатать свой потрескавшийся блок двигателя, зайдите в любой из наших партнерских местных магазинов автозапчастей сегодня!
- AutoZone
- Advance Автозапчасти
- Bennett Auto Supply
- CarQuest Автозапчасти
- NAPA Автозапчасти
- O’Reilly Автозапчасти
- Pep Boys
- Fast Track
- Специалист по запасным частям бампера
- S & E Quick Распределитель смазки
- DYK Automotive
cracked_engine_block.jpg — По Saibo — Лицензия Creative Commons через Викимедиа — оригинальная ссылка cracked_engine.jpg Loeth — Лицензия Creative Commons через Викимедиа — оригинальная ссылка
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
![]()
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
![]()
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
![]()
Мнение эксперта
Руслан Константинов
Эксперт по автомобильной тематике. Окончил ИжГТУ имени М.Т. Калашникова по специальности «Эксплуатация транспортно-технологических машин и комплексов». Опыт профессионального ремонта автомобилей более 10 лет.
Иногда определить местоположение трещины в блоке цилиндров не так уж просто, но есть ряд способов. Обычно это касается микротрещин, которые трудно заметить. Итак, можно установить магниты по корпусу блока цилиндров или головки, насыпать стружку из металла мелкой фракции сверху. Стружка под действием магнитного поля начнёт притягиваться к магнитам и забиваться в трещины, которые будут встречаться на пути.










Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
https://youtube.com/watch?v=_Y-R2QELvtc
Металлический бензобак
Металлические резервуары для хранения топлива – не самое популярное, но предельно надёжное решение технического оснащения автомобиля. Прежде всего, это относится к грузовым или к отдельным маркам специальных легковых авто, так как данная категория транспорта наиболее подвержена рискам стороннего механического воздействия во время работы.
Чаще всего для конструкции бака используется сталь или алюминий, имеющие повышенные прочностные характеристики
Однако это вовсе не гарантирует, что при сильном ударе или по неосторожности водителя, герметичность конструкции бензобака останется неизменной. Если произошёл неприятный инцидент, и владелец обнаружил трещину в бензобаке, он может попытаться починить деталь своими руками
![]()
Чем заклеить металлический бензобак
При выявлении трещины в баке авто, необходимо срочно загнать его в гараж со смотровой ямой и пошагово следовать следующему алгоритму:
- Очистить поверхность от видимых загрязнений – промыть и протереть сухой ветошью.
- Металл бака должен быть тщательно высушен.
- Ёмкость необходимо тщательно отшлифовать в месте дефекта.
- Повторно протереть ветошью.
Перед тем, как приступить к ремонту, необходимо определиться, чем заклеить металлический бензобак. Конечно, народные «умельцы» могут предложить множество вариантов решения проблему, но профессионалы выделяют 2 основных способа:
- Замазать бензобак холодной сваркой, смешав классический эпоксидный клеевой состав с металлическими опилками. Субстанция может тестообразной или жидкой. В первом случае работа проделывается аналогично лепке из обычного пластилина, а во втором мастеру потребуется отвердитель.
- Залатать пробоину эпоксидной смолой, обработав ею лоскуты из стеклоткани. По завершении работ на резервуаре образуется подобие тканевой заплатки.
Следует помнить, что бензин не разъедает холодную сварку и не агрессивен к компонентам эпоксидного клея, то есть, использование обоих способов вполне безопасно для дальнейшей эксплуатации ТС.
Как заклеить металлический бензобак
Холодная сварка для бензобака продаётся практически в каждом автомагазине, и, для достижения желаемого результата, необходимо выполнение лишь 2 условий – тщательная подготовка поверхности и следование инструкции по применению клеящего состава. Так, в случае с пластичной массой её необходимо размять в руках, после чего приложить и прижать к пробоине.
![]()
При работе с жидкими ингредиентами – смешать клей с отвердителем и тщательно размазать по поверхности трещины.
Если речь идёт об использовании стеклотканевой заплатки, то нужно заранее подготовить несколько (2-3 куска ткани с габаритами на 3-4 см больше размеров пробоины). Ткань пропитывается эпоксидной смолой и приклеивается к месту повреждения послойно – одна заплатка поверх предыдущей, формируя внешний армирующий слой.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.









https://youtube.com/watch?v=9MgfyXsWLik
заклеить дырки в чугунном блоке цилинров – чем?
Рулевой 1-го класса
- Основной экипаж
- 948 сообщений
- Из: тольятти
- Судно: Comfortina 32
- Название: Antila
Капитан
3 753 сообщений
- Из: Подмосковье
- Судно: Идет процесс.
- Название: “Михаил Светлов”
Капитан
7 961 сообщений
Из: Речновск
Сообщение отредактировал валенок: 12 апреля 2010 – 20:42
Рулевой 1-го класса
Основной экипаж
948 сообщений
- Из: тольятти
- Судно: Comfortina 32
- Название: Antila
Капитан
1 506 сообщений
- Из: Россия
- Судно: мотолодка 11х3,1 м
Сообщение отредактировал chainik: 13 апреля 2010 – 06:32
#31 chainik
Капитан
1 506 сообщений
- Из: Россия
- Судно: мотолодка 11х3,1 м
канал не задет, просто вдоль нижней горизонтальной части заплатки болты не закрутить, они попадут в канал. прокладку ставить не рекомендуете, только слой герметика?
Будет полезно: Как правильно поставить ассиметричные шины?
2All: варили специальными электродами по чугуну, купленными поштучно, причем я поехал на два строительных рынка и купил там по одному элекроду по чугуну разных марок, после чего привез их сварщикам и они попробовали варить выломанный из блока кусок чугуна каждым, и после я купил несколько электродов той марки, которая показала себя лучше всех. естественно инвертор варил постоянным током и полярность установили правильно.
Сообщение отредактировал chainik: 13 апреля 2010 – 06:36
Рулевой 3-го класса
Основной экипаж
104 сообщений
- Из: д. Поньгома
- Судно: Карбас (самострой)
- Название: карбас
Капитан
4 752 сообщений
- Из: Н.Новгород
- Судно: Костромич 1606
- Название: Беззаветный
Рулевой 1-го класса
Основной экипаж
948 сообщений
- Из: тольятти
- Судно: Comfortina 32
- Название: Antila
#35 Я&R
Капитан
10 184 сообщений
- Из: Наших Палестин
- Судно: Дуршлаг с ручкой
- Название: А. как же!
Сообщение отредактировал Я&R: 13 апреля 2010 – 13:41




