Пайка
Используется для устранения повреждений больших размеров. Латку из листа металла плотно прижимают к кузову, соединение с которым производят припоем. Для обеспечения прочности пайки используют флюс. Этот способ достаточно прост в реализации и под силу даже новичку; по надежности – что-то среднее между сваркой и склеиванием. Припой и флюс подбирают исходя из сплавов соединяемых металлов. Выполняют пайку электрическим паяльником большой мощности.
Основные недостатки:
- относительно высокая стоимость (из-за большой цены припоя);
- соединение недостаточно прочное (сварка гораздо надежней).
Заплатка из металла должна полностью закрывать отверстие. Перед началом работ места пайки на накладке и кузове залуживают (обрабатывают припоем с флюсом посредством паяльника). Чем больше площадь лужения и соответственно пайки, тем надежнее соединение. Если припаянная накладка сильно выступает, то ее выравнивают по поверхности детали автомобиля молотком. Получившуюся вмятину заделывают шпаклевкой.
Ремонт трещин при помощи сварки
Сейчас читают Автомобильное спутниковое телевидение
Лазерные фары от Audi и BMW
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
https://youtube.com/watch?v=0N9eu6pmi-8
Выполняем сварку чугунного блока двигателя
Geely Emgrand EC7 FE-1 Эмгранд сила Logbook Перепрошивка ЭБУ двигателя
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун. При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
Особенности материала, используемого для изготовления блоков цилиндров
Блоки двигателей автомобилей, как правило, отливаются из чугуна. Этот материал является сплавом железа и углерода, содержание которого составляет 2,14%. Это негативно влияет на качество соединения.
Основные трудности процесса:
- формирование пор, трещин;
- появление в процессе обработки каленых структур, используемый инструмент быстро тупится;
- в результате перегрева тонкий материал рассыпается.
Чугун может отличаться составом:
- серый чугун — ковкий высокопрочный материал, легко поддается обработке, ограниченная свариваемость;
- белый чугун — достаточно твердый и хрупкий материал, который поддается шлифовке, но не сваривается.
Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).
- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.
Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.
Если после заваривания трещины поверхность блока цилиндров в момент работы соприкасается с прочими деталями двигателя, она подвергается дополнительной обработке. Лишний сварочный металл убирается при помощи наждачной бумаги, напильника, абразива.
Горячая сварка
Нагревание всего элемента конструкции двигателя осуществляется в процессе сварочных работ с применением кислорода, ацетилена. Соединение осуществляется посредством формирования электрической дуги стальными или чугунными электродами со специальным покрытием. Изделие медленно нагревается до 600–650 градусов, для чего применяется стальной кожух с асбестовой прокладкой. Такая методика используется для заваривания трещин на труднодоступных участках детали.
Важно! Качественно заварить чугунный блок автомобильного двигателя способен только опытный сварщик. Непрофессионально выполненные работы могут привести к основательному выходу данной детали из строя. Сергей Одинцов
Сергей Одинцов
Заделываем трещины в блоке и головке двигателя
Трещины в головке и блоке двигателя появляются вследствие механических повреждений, а иногда из-за замерзания воды (охлаждающей жидкости).
Способ № 1 — электросварочный или газовый.
Если блок двигателя вашего автомобиля чугунный, как например у ВАЗа, необходимо концы трещины засверлить 5-милиметровым сверлом и разделать шлифовальным кругом по всей длине, под углом 90 градусов на глубину 4/5 от толщины стенки блока. Перед тем как приступить к сварке, блок необходимо нагреть до температуры 600…650°С. Используя нейтральное пламя газовой сварки, при помощи флюса и чугунно – медного присадочного прутика Ø 5 мм, нанесите сплошной ровный слой









Обратите внимание, чтобы шов выступал над поверхностью метала, не больше чем на 1,0…1,5 мм. По окончанию сварочных работ, следует медленно охладить блок в томильной яме или в термошкафу
Заварку трещины также можно осуществлять без нагревания блока, используя при этом электросварку с постоянным током обратной полярности.
Как вариант можно использовать также электросварку с применением медных электродов, которые обернуты жестью, приварив заплатку из мягкой стали, которая имеет такую же толщину, как и стенка блока. После завершения, сварочные швы покрываются эпоксидной пастой.
Способ № 2 при помощи эпоксидной пасты.
Поверхность блока и трещины необходимо до блеска зачистить металлической щеткой с обеих сторон трещины. По концам трещины нужно просверлить отверстия Ø 3…4 мм, после нарезать в них резьбу и ввинтить заглушки из алюминиевой или медной проволоки, так чтобы они были заподлицо. Трещина обрабатывается по всему периметру абразивным кругом или зубилом на глубину до ¾ от толщины стенки, под углом примерно 60…90°. Затем необходимо вокруг трещины (30 мм), сделать насечки при помощи зубила, для придания поверхности шероховатости. Обезжирьте поверхность бензином или ацетоном. После этого аккуратно, при помощи шпателя, нанесите первый слой эпоксидной пасты, после этого — второй слой толщиной минимум 2 мм. Толщина всего слоя по всей поверхности трещины должна составлять от 3 до 4 мм. После этого нужно дать пасте затвердеть в течение суток. Если есть возможность обеспечить подогрев при температуре 100°С, шов затвердевает в течении 3 часов. Завершительная стадия — зачистка поверхности при помощи напильника или абразивного круга.
Способ № 3 с использованием эпоксидной пасты и заплаты из стеклоткани
Подготовка такая же, как и в предыдущем способе, только на этот раз слой пасты необходимо накладывать на заплатку из стеклоткани, после пропитать ее пастой и пройтись по ней роликом. От края трещины до края заплаты, или пробоины должно быть расстояние – не менее 15-20 мм. Следующим слоем заплаты можно перекрыть предыдущий на 10-15 мм с каждой стороны. Этих слоев можно сделать около 8, но не более. Как только нанесли последний слой, покройте его пастой.
Источник
Как без сварки заделать сквозные дырки на кузове авто при помощи шпатлевки
Прежде чем заделать дыру в кузове автомобиля, следует подготовить:
- стекловолоконную и автомобильную шпатлевку;
- сетку из алюминия;
- шпатель;
- наждачку (если есть возможность, также стоит подыскать шлифовальную машинку);
- грунтовку, краску, лак.
Сама заделка дыр в кузове автомобиля отличается своей простотой. Прежде всего, следует устранить ржавчину с помощью болгарки или любого другого подходящего оборудования. Далее вырезаем заплатку из алюминия, после чего крепим ее к кузову с помощью малярного скотча
Наносим тонкий слой стекловолоконной шпатлевки (тут важно не задеть скотч, ведь потом его придется снимать). Когда шпатлевка прихватится, отдираем скотч и шпатлюем оставшиеся места
![]()
Когда все подсохнет, ошкуриваем все с помощью крупнозернистой наждачки или шлифовальной машинки.
Добившись ровной и гладкой поверхности, наносим второй шар шпатлевки – автомобильной. Ждем, пока она подсохнет, опять выравниваем. Затем поверхность грунтуется (не забудьте пленкой прикрыть места, которые не требуют покраски). Когда грунтовка будет закончена, можно красить кузов.
Стоит отметить, что большей устойчивости заплатка получит, если нанести с обратной стороны пару слоев шпатлевки. Кроме того, возможна также заделка дыр в кузове автомобиля без сварки с помощью шпатлевки и без применения заплатки. В таком случае с обратной стороны необходимо приложить подкладку, чтобы состав хорошо зафиксировался. С другой стороны, подобное решение подходит только для очень небольших сквозных отверстий.
Смотрим подробное видео о том, как заделать дыры без сварки:
https://youtube.com/watch?v=qpjMA5eiVgA
https://youtube.com/watch?v=fuXB8jV9JZ0
https://youtube.com/watch?v=saG8N8DTYRI
Течет пробка-заглушка в блоке двигателя
#1 LostSoul-
Пользователи
293 сообщений
Вчера сделал приспособление для опрессовки системы охлаждения. Из старой пробки расширительного бачка , старой авторучки + тюбика суперклея + остатков высокотемпературного герметика Abro ( красный ).
Вставил в бачок, подключил ручной насос , накачал до 0.5 — 1Бар
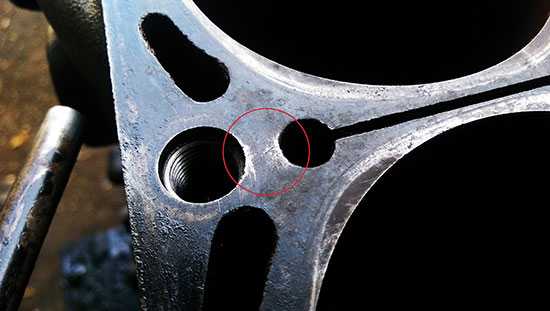
Сильно льет сзади. И по моему льет из ПРОБКИ , расположенной в блоке двигателя под выпускным коллектором.
Похоже эту пробку мне убили монтировкой с размаху те «умельцы» , которые скобы выпускной трубы втроем монтировкой ставили.
что делать, каков способ ремонта? Лезть туда неудобно.
найти какой-нибудь ненужный датчик, вырвать резинку , зачистить края ацентоном и тряпкой, дальше вставить смазать холодной сваркой и впихнуть туда датчик?
#2 EIRAno
Пользователи
8388607 сообщений
- Пол: Мужской
- Город: Москва
можно погуще замазать холодной сваркой, но это хрень еще та не на долго
способ реального ремонта, запресовывать новую заглушку в блокпутем снятия двигла, все остальное хрень полная течь так и будет
Источник
Материалы для ремонта
Для работы необходимо подготовить следующий набор инструментов и материалов:
- болгарка. Она поможет удалить ржавый участок и вырезать новые детали из металла;
- наждачная бумага. Этот вид инструмента позволит избавиться от старой краски и воска с поверхности автомобильного дна;
- антикоррозийный состав. Его используют для обезжиривания и предотвращение появления коррозии;
- малярная шпаклевка и шпатель для её нанесения;
- наждачная бумага мелкой абразивности для финишной шлифовки;
- автомобильный воск для полировки.
Подобный способ ремонта рекомендуется использовать для устранения мелких дефектов на поверхности автомобильного дна. Повреждённую зону удаляют при помощи болгарки. Границы обрабатывает грунтовым составом с антикоррозийными свойствами.







![]()
Теперь можно переходить к нанесению шпаклевочной смеси. Аккуратно распределяем состав на поверхности мелких сколов. Каждый нанесенный слой должен хорошо высохнуть. После этого обрабатываем поверхность наждачной бумагой до ровного основания. Финальным штрихом будет нанесение краски и полировка поврежденной области до характерного блеска.
Как заделать поврежденные места
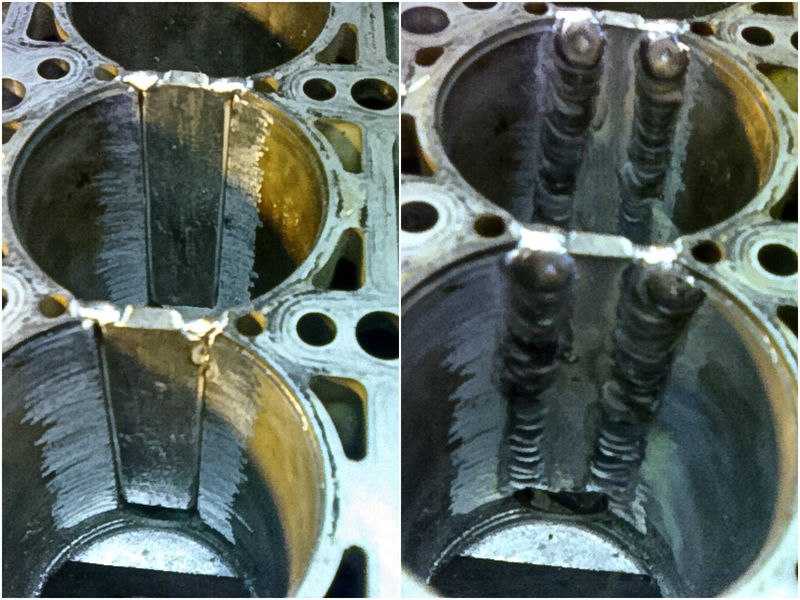
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
![]()
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
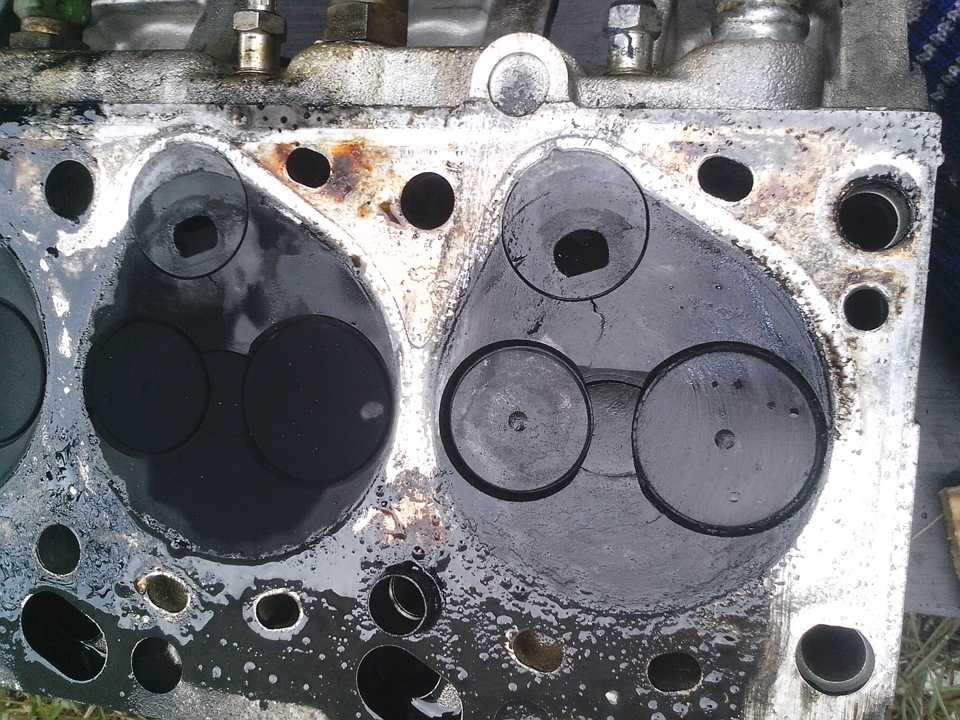
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
![]()
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
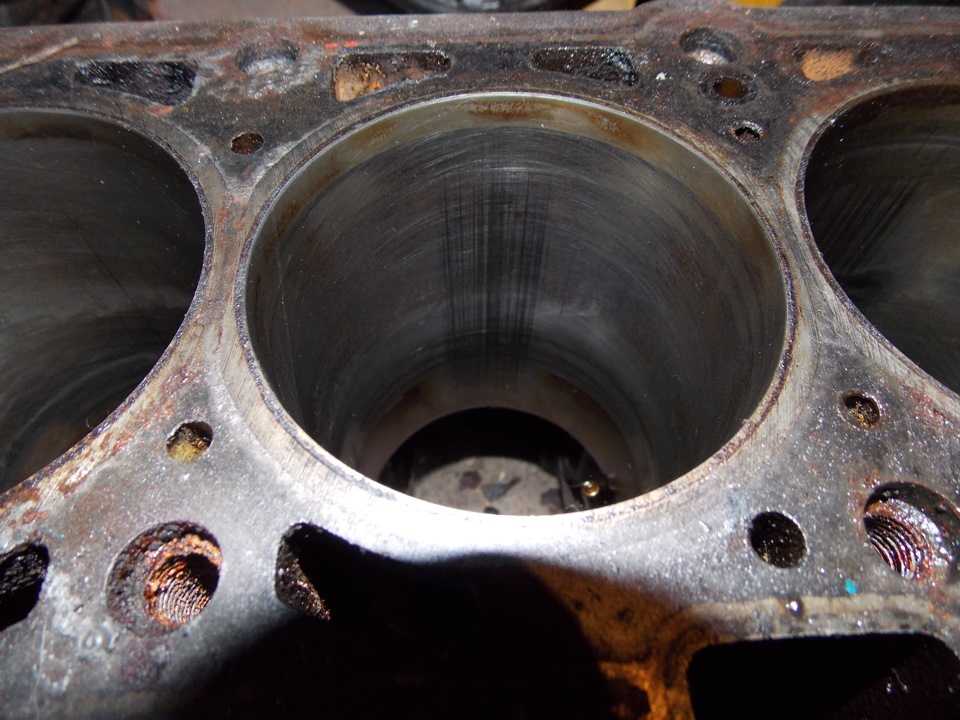
Микротрещина в блоке двигателя – это больше не проблема
Мотор – это железное сердце каждого транспортного средства. При выходе из строя какой-либо его комплектующей существует большая вероятность полного выходя из строя всего агрегата.
![]()
Особенно, если идёт речь об столь сильных поломках, таких как деформация головки или блока цилиндров. Если не устранить их своевременно, придётся делать капитальный ремонт двигателя.
Отметим, что трещины в данных узлах являются одними из самых сложных неисправностей. Возникают, как правило, после дорожно-транспортного происшествия при высоком уровне износа деталей или производственном браке.
Заделываем трещины в блоке и головке двигателя
Трещины в головке и блоке двигателя появляются вследствие механических повреждений, а иногда из-за замерзания воды (охлаждающей жидкости).
Способ № 1 — электросварочный или газовый.
Если блок двигателя вашего автомобиля чугунный, как например у ВАЗа, необходимо концы трещины засверлить 5-милиметровым сверлом и разделать шлифовальным кругом по всей длине, под углом 90 градусов на глубину 4/5 от толщины стенки блока. Перед тем как приступить к сварке, блок необходимо нагреть до температуры 600…650°С. Используя нейтральное пламя газовой сварки, при помощи флюса и чугунно – медного присадочного прутика Ø 5 мм, нанесите сплошной ровный слой
Обратите внимание, чтобы шов выступал над поверхностью метала, не больше чем на 1,0…1,5 мм. По окончанию сварочных работ, следует медленно охладить блок в томильной яме или в термошкафу
Заварку трещины также можно осуществлять без нагревания блока, используя при этом электросварку с постоянным током обратной полярности.
Как вариант можно использовать также электросварку с применением медных электродов, которые обернуты жестью, приварив заплатку из мягкой стали, которая имеет такую же толщину, как и стенка блока. После завершения, сварочные швы покрываются эпоксидной пастой.
Способ № 2 при помощи эпоксидной пасты.
Поверхность блока и трещины необходимо до блеска зачистить металлической щеткой с обеих сторон трещины. По концам трещины нужно просверлить отверстия Ø 3…4 мм, после нарезать в них резьбу и ввинтить заглушки из алюминиевой или медной проволоки, так чтобы они были заподлицо. Трещина обрабатывается по всему периметру абразивным кругом или зубилом на глубину до ¾ от толщины стенки, под углом примерно 60…90°. Затем необходимо вокруг трещины (30 мм), сделать насечки при помощи зубила, для придания поверхности шероховатости. Обезжирьте поверхность бензином или ацетоном. После этого аккуратно, при помощи шпателя, нанесите первый слой эпоксидной пасты, после этого — второй слой толщиной минимум 2 мм. Толщина всего слоя по всей поверхности трещины должна составлять от 3 до 4 мм. После этого нужно дать пасте затвердеть в течение суток. Если есть возможность обеспечить подогрев при температуре 100°С, шов затвердевает в течении 3 часов. Завершительная стадия — зачистка поверхности при помощи напильника или абразивного круга.








Способ № 3 с использованием эпоксидной пасты и заплаты из стеклоткани
Подготовка такая же, как и в предыдущем способе, только на этот раз слой пасты необходимо накладывать на заплатку из стеклоткани, после пропитать ее пастой и пройтись по ней роликом. От края трещины до края заплаты, или пробоины должно быть расстояние – не менее 15-20 мм. Следующим слоем заплаты можно перекрыть предыдущий на 10-15 мм с каждой стороны. Этих слоев можно сделать около 8, но не более. Как только нанесли последний слой, покройте его пастой.
Источник
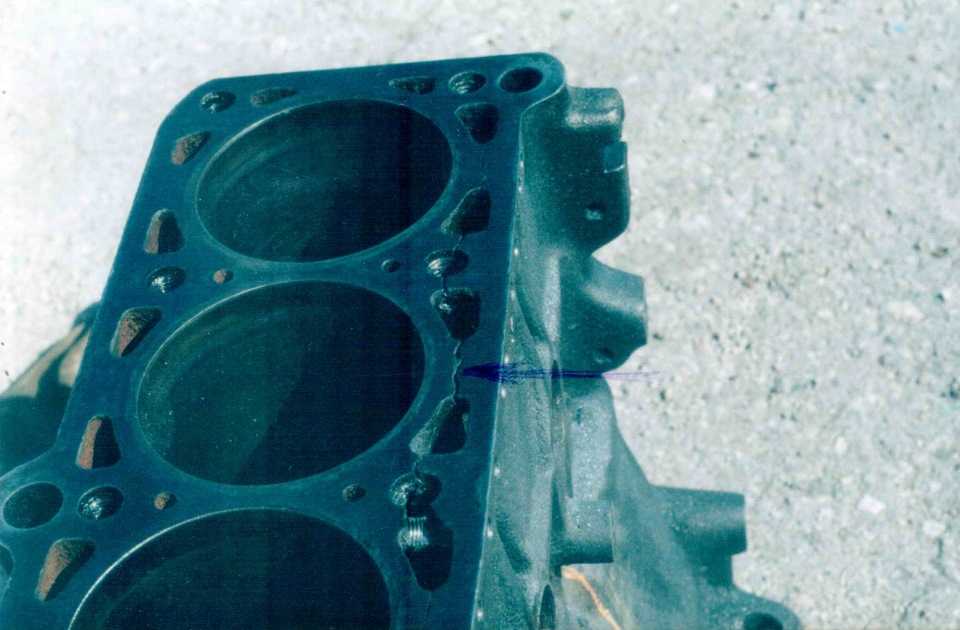
Чем заделать трещину в блоке двигателя ?
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
Подскажите чем заделать трещину в блоке д-240. Трещина идет по нижнему канту блока (там где поддон пристает). Взял ГАЗ 53 с этим мотором, а недоглядел блин. Может кто какую химию пробовал ? Трещину кто-то пробовал варить чугунными электродами — насрать насрали а проблему не решили.
А ее сваркой и не решить. В принципе так и делают «насирают» снаружи полуавтоматом,а с нутри заделывают спец.герметиком.
Вариться. и еще как вариться электродами обычными! Тоже была проблема заварили и все ок! Это особенность может д240 даже в инструкции этот процесс описан.. .https://fermer.ru/forum/rtm-remontno-traktornaya-masterskaya/109616?page=5 пост 460
чугун на д-240 хреноватый. в плане сварки.к совету данному RULJA можно добавить рекомендацию рассверлить край трещины—и тем самым предотвратить ее дальнейший рост.если водяная рубашка цела,лучше вообще не варить—достаточно ПРАВИЛЬНО применить качественную холодную сварку.Если на водяной рубашке только трещина,то к вышепреведенному я применил бы(и с успехом применял) КЕРАМИЧЕСКИЙ ГЕРМЕТИК СИСТЕМЫ ОХЛ.фирмы HI-GEAR—на год МАЗу с антифризом! хватает.
если уж о клеях и герметиках то я за поксипол.
Не знаю кто как, а мы чугуняку передвижкой с обычными электродами варили. Все гут было:-)
На Никольском мотороремонтном заводе видал, что трещины в блоках заделывали установкой заплатки из металла. Трещину разделывали, засверливали, изготавливали заплатку из стального листа примерно 2мм толщиной, в блоке сверлили и нарезали отверстия под болты М6 и прикручивали заплатку на трещину через картонную прокладку на какой-то красный герметик.
как можно понять определение «обычный электрод»?
как можно понять определение «обычный электрод»?
ну наверно те которые в магазинах продаются..)))
А «необычных» в магазине нету? Возможно «необычными» чугун будет лучше варится,как думаете?
ну это же искать надо)))) так то мой блок варили спец электродами. по чугуну.
наверно. у сварного были.
Электроды для сварки чугуна,а равно и обычные(мр,уони,ано),обмотанные медной мочалкой, не предотвращают отбела околошовных зон. поэтому успешная сварка чугуна(кроме ковких) без последующей непростой термообработки-скорее исключение.Выход применение приведенных выше рекомендаций—хоть это и кустарщина
нет,все эти сварки это от лукавого. Лично я бы не рискнул варить себе блок. Если бы на что и пошел бы,то это газопламенная пайка латунью. И даже с ней не все так гладко,а сварка так подавно. Сварка чугуна имеет место на маленьких не ответственных,мало-нагруженых деталях. И то назвать это сваркой язык не подымается.
нет,все эти сварки это от лукавого. Лично я бы не рискнул варить себе блок. Если бы на что и пошел бы,то это газопламенная пайка латунью. И даже с ней не все так гладко,а сварка так подавно. Сварка чугуна имеет место на маленьких не ответственных,мало-нагруженых деталях. И то назвать это сваркой язык не подымается.
Ну дык новый блок это конечно хорошо НО, не каждый может себе это позволить. Что от лукавого тоже согласен.
блок конечно вещь не из дешевых,а плюс ко всему и головная боль с регистрацией. Так что проводить ремонт более экономние,но варить то что априори не варится в полном смысле этого слова,будет не разумно. Сейчас в продаже уйма всяких полимеров которыми можно быстро и дешево заделать трещину,предварительно убрав концентраты напряжения,дабы прекратить прогрессию самой трещины. Впринципе способов много ликвидации данной проблемы в том числе и нанесение сварного шва,но риск при этом,наделать «делов»,очень велик и не нужно забывать что блок это ответственная деталь с определенными нагрузками и заданной геометрией,малейшее нарушение которой приведет к нарушению работы других деталей и в целом двигателя.
Источник
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.










К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Мнение эксперта
Руслан Константинов
Эксперт по автомобильной тематике. Окончил ИжГТУ имени М.Т. Калашникова по специальности «Эксплуатация транспортно-технологических машин и комплексов». Опыт профессионального ремонта автомобилей более 10 лет.
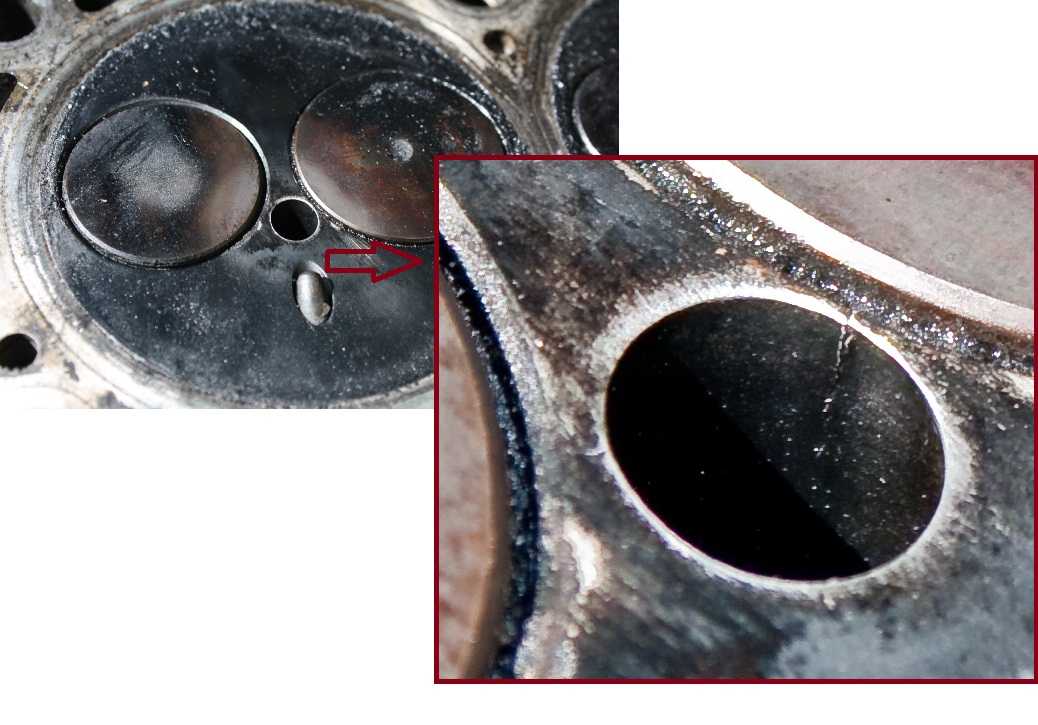
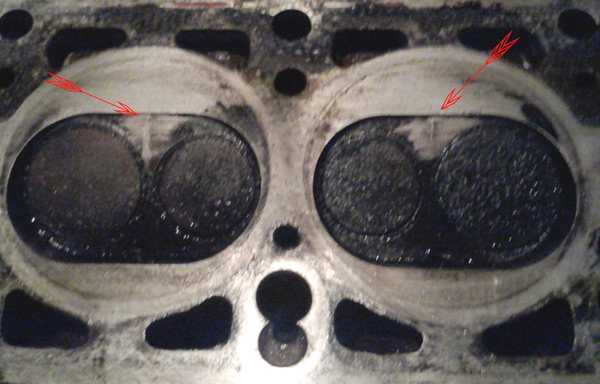
Иногда определить местоположение трещины в блоке цилиндров не так уж просто, но есть ряд способов. Обычно это касается микротрещин, которые трудно заметить. Итак, можно установить магниты по корпусу блока цилиндров или головки, насыпать стружку из металла мелкой фракции сверху. Стружка под действием магнитного поля начнёт притягиваться к магнитам и забиваться в трещины, которые будут встречаться на пути.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
https://youtube.com/watch?v=_Y-R2QELvtc
Подготовительные работы
Поврежденную поверхность кузова тщательно очищают от краски, ржавчины, грязи. Форма и размер участка обработки зависят от характера повреждения, вокруг которого металл зачищается на ширину 60 мм. Место проведения работ можно слегка осадить вовнутрь. За счет этого ремонтная накладка будет незначительно выступать над лицевой поверхностью. Затем оголенный металл шкурят и обезжиривают. Обрабатывают цинком или антикором согласно инструкции. Сверху наносят грунтовку.
Из стеклоткани, по форме отверстия, вырезают 3 – 4 накладки. Количество зависит от толщины материала. У первой от краев повреждения припуск 20 или 15 мм, в соответствии с числом латок. У последней – 60 мм. У промежуточных в случае трех 40 мм, а для четырех 30 и 45 мм. Готовят клеевой состав на основе смолы.
Как заделать трещину в ГБЦ, блоке цилиндров?
Вне зависимости от того, какой сплав применяется для разработки блока цилиндров, рано или поздно могут возникнуть определенные проблемы, связанные с появлением трещины.
Конечно, если водители не обратят на это внимание, то появление трещины может обернуться достаточно серьезной проблемой, связанной со сложностями эксплуатации, а также дорогостоящим ремонтом автомобиля. Симптомы и причины
Далеко не всегда водители могут визуально сразу увидеть трещину на блоке цилиндров, поэтому лучше всего быть более ответственным и замечать второстепенные симптомы и причины, которые могут говорить о возникновении проблемы
Хотя важно отметить, что такие признаки могут означать и другие неисправности. Симптомы и причины
Далеко не всегда водители могут визуально сразу увидеть трещину на блоке цилиндров, поэтому лучше всего быть более ответственным и замечать второстепенные симптомы и причины, которые могут говорить о возникновении проблемы. Хотя важно отметить, что такие признаки могут означать и другие неисправности
Симптомы и причины. Далеко не всегда водители могут визуально сразу увидеть трещину на блоке цилиндров, поэтому лучше всего быть более ответственным и замечать второстепенные симптомы и причины, которые могут говорить о возникновении проблемы
Хотя важно отметить, что такие признаки могут означать и другие неисправности
При перегреве двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ
Важно: будьте осторожны, при протяжке болтов они могут лопнуть
Неправильная работа прибора управления температурой также может говорить о том, что возникла трещина, которую нужно обязательно заделать в ближайшее время.
Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки. Этот симптом также достаточно легко заметить, но только опытным водителям, которые занимаются своим автомобилем и регулярно проводят необходимое техническое обслуживание.







Колебание температуры двигателя, наиболее часто заметное в холодное время года, также говорит о том, что могла возникнуть трещина на блоке цилиндров. Заметить этот симптом довольно легко, так как стрелка показателя постоянно отклоняется либо в сторону резкого увеличения, либо в сторону резкого уменьшения.
Вибрация двигателя или «троение» , особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Чтобы проверить есть ли трещины на блоке цилиндров нужно выкрутить свечу зажигания и провести визуальный осмотр блока.
Решение проблемы. Существует несколько способов заделать появившиеся трещины на блоке цилиндров. Так, можно использовать для работы электрическую сварку. Выполнить работы можно предварительно сняв блок цилиндров и очистив его от скопившихся загрязнений, которые явно будут мешать выполнению работы.
ГБЦ. Производится нагрев головки до 250 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Заплатка. Заделать трещину можно с помощью заплатки, которая приваривается либо электросваркой, либо электродуговой сваркой
Для выполнения работы также понадобится снять блок, так как все работы с заплаткой нужно проводить крайне осторожно и аккуратно, чтобы еще больше не повредить элемент
Эпоксидная паста может помочь заделать микротрещины, которые только только появляются и не требуют использования сварки. В зависимости от того, где появляются трещины использовать эпоксидную пасту можно и не снимая блок цилиндров. Однако, если водителю выполнить эти работы таким образом непросто, то лучше все же провести снятие элемента.
Заключение . Эксплуатация автомобиля после обнаружения трещин на блоке цилиндров может усложняться различными проблемами, которые в ближайшем будущем приведут к дорогостоящему ремонту. Именно поэтому лучше всего, сразу же заделать трещины, тем более если они слишком большие.
Источник
Пайка кузова автомобиля
Этот способ используется для заделки мелких и больших дыр без сварки. Для работы потребуется флюс, который защитит металл от быстрого окисления. С этой задачей успешно справится паяльная кислота, продаваемая в магазинах радиотоваров. Для достижения необходимой температуры потребуется паяльник мощностью от 1 кВт или его разновидность с нагревом паяльной лампой, но лучше воспользоваться газовой горелкой. Припой выбирается тугоплавким, так как заделать дырку в кузове авто с его помощью можно более надежно.
Мелкие отверстия просто заполняются припоем, начиная с краев постепенно наплавляя к центру. Большую дыру в кузове закрывают заплаткой, вырезанной из жести от консервной банки. Она обеспечивает:
- прочное соединение, почти как у сварки;
- значительно больший, чем у шпатлевки, срок службы, но меньше чем у сварки;
- возможность заделки отверстий значительных размеров;
- простоту выполнения, ремонт доступен даже новичкам.
Работа выполняется в следующей последовательности:
- Вырезается заплата с запасом по размерам дыры. Чем больше площадь ее прилегания к кузову, тем надежней соединение.
- Спаиваемые края заплатки и места повреждения зачищаются наждачной бумагой до блеска.
- Используя флюс и припой, производится облуживание зачищенных поверхностей.
- Наложив заплату на ремонтируемый участок авто, ее нагревают до температуры плавления припоя. При этом нужно следить за непрерывностью шва, чтобы не было пропущенных участков.
- После остывания остатки флюса удаляются, место пайки промывается горячей водой с содой.
Недостатком этого способа является вспучивание заплаты из-за нагрева. Если проверка линейкой подтверждает это, пузырь удаляется легкими ударами молотка.
Образовавшаяся впадина выравнивается шпатлевкой:
- На поверхность заплатки, плюс несколько миллиметров с каждого края, наносятся риски 120-ой наждачной бумагой. Это необходимо для надежного сцепления шпатлевки с металлом.
- Зачищенная поверхность очищается от пыли и обезжиривается растворителем.
- Чтобы металл не успел покрыться ржавчиной, грунтовка наносится не позднее часа после подготовки.
- Первые 2 слоя наносятся фосфатной или кислотной грунтовкой с промежутком в 15 минут.
- Подождав еще четверть часа, накладывается 2 — 3 слоя акрилового грунта с периодичностью 5 минут.
- Для полного высыхания требуется 3 — 4 часа. Процесс сушки можно ускорить с помощью инфракрасного обогревателя.
https://youtube.com/watch?v=Escxgu7p4_c
https://youtube.com/watch?v=efmm_7yAqI0




