Трещины блока цилиндров
![]()
Схема устройства сварочного полуавтомата.
Учитывая особенности чугунного изделия, сварка трещин, возникших в блоке двигателя, может производиться тремя способами:
- когда весь блок нагревается;
- когда разогреваются места, где возникли трещины;
- когда деталь вообще не нагревается, а сварка производится так называемым холодным способом, который сегодня получает все большее распространение.
Трещины блока цилиндров двигателя обнаруживают, испытывая его гидравлическим способом, и помечают мелом. Из блока в тех местах, где будет происходить сварка, удаляют все впрессованные детали. На обоих концах обнаруженной трещины сверлят отверстия около 5 мм, которые пронизывают ее до ближайшей поверхности.
Если завариваемая поверхность блока в рабочем состоянии соприкасается с другой деталью, то ее обрабатывают от излишков сварочного металла абразивом, напильником или наждачной бумагой так, чтобы она не имела выступа.
Замена блока цилиндров и отказ от сварки – верное решение
Любая сварка, даже в исполнении самого профессионального исполнителя, не будет столь же качественной, как установка нового блока цилиндров. При трещине в этом узле происходит быстрое разбивание составляющих частей агрегата, все выходит из строя. Даже при профессиональном сваривании невозможно соблюсти все заводские размеры до последнего микрона. Замена блока цилиндров выполняется следующие образом:
- по марке и модели двигателя специалист выполняет поиск запчастей, проводится подбор всех периферийных деталей, которые также придется поменять, формируется бюджет;
- также к этому бюджету добавляют стоимость работ, которые каждый мастер оценивает по-своему, но лучше обращаться на профессиональную станцию обслуживания авто;
- далее производится разборка двигателя, изучение проблемы и ее влияния на все остальные детали, такие как поршни, шатуны, кольца и уплотнения в агрегате;
- проводится установка нового блока цилиндров, сборка необходимых деталей на нужное место, при этом на каждом этапе выполняется раз проверок, что доказывает качество детали;
- после сборки необходимо провести диагностику силового агрегата в разных плоскостях, затем тест-драйв автомобиля с пониманием всех посторонних звуков и шумов в моторе.
![]()
Если устанавливается подержанный блок цилиндров, нужно особенно внимательно относиться к процессам тестирования и проверки двигателя. Впрочем, при профессиональном подборе детали не должно возникнуть никаких негативных особенностей эксплуатации силового агрегата. Именно поэтому замена является оптимальным процессом для такой поломки. А вот сварка подойдет не всегда, даже в профессиональном исполнении.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
![]()
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
![]()
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.









Снятие фасок выполняется:
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
![]()
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.
![]()
- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
![]()
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
https://youtube.com/watch?v=VDjUXHAjOO8
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
![]()
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
https://youtube.com/watch?v=sBBya_qXN2g










Также, медная проволока поможет в сварке чугуна со сталью.
https://youtube.com/watch?v=ibckNCRarwQ
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Как восстанавливают двигатели с помощью сварки
Теория и практика
С помощью сварки возможно успешное лечение трещин, восстановление стенок между цилиндрами и даже заделывание отверстия в блоке, пробитого шатуном. В каждом конкретном случае только сам мастер определяет целесообразность такого сложного ремонта и его стоимость. Ограничением является место и характер повреждения. В одних случаях успешный ремонт невозможен в принципе, а в других — очень высока цена вопроса.
Специфика сварки зависит от материала изготовления деталей. Проще всего работать с алюминиевыми сплавами — температура их плавления невысока, и металл хорошо растекается. Гораздо сложнее дела обстоят с чугуном. Для работы с ним нужны более высокие температуры и оснастка подороже.
Любые сварочные работы — это сильный локальный нагрев детали, в результате которого ее может «повести» (нарушение ее геометрических размеров). Поэтому очень опасно проводить такие мероприятия на моторе, установленном на машине, и без выходных проверок качества. Банальное приваривание какого-нибудь оторванного кронштейна при таком подходе может привести к тому, что поведет ближайший цилиндр, и поршень в нем вообще заклинит. Профессионалы очень часто сталкиваются с негативными последствиями при такой сварке в той или иной степени тяжести. Повторный ремонт гораздо сложнее для самого мастера и дороже для клиента.
Технология качественной сварки предусматривает предварительный нагрев и алюминиевых, и чугунных деталей. Элементы из легких сплавов разогревают примерно до 250ºC, а из тяжелого металла — до 350–400ºC. Можно и больше, если позволяет оборудование и терпение сварщика работать с горячей деталью. При этом последствия сильного локального нагрева сводятся к минимуму. После сварочных работ детали медленно охлаждают.
После любого вида сварки обязательна проверка геометрии деталей, например, диаметров цилиндра по всей высоте и плоскость привалочных поверхностей блока или его головки, а также их опрессовка в ванне с горячей водой. Если какие-то элементы все же повело, то их геометрию восстанавливают до заводских параметров.
Легкие сплавы
Хотя алюминиевые сплавы довольно удобны при сварке, у них есть и свои неприятные особенности, связанные с качеством литья. При работе с одной и той же деталью есть области, в которых металл плавится очень хорошо, а в других он пенится, и всплывает много шлаков и грязи. Специалисты отмечают, что зачастую это не связано с конкретным автопроизводителем.
Сварку по сплавам проводят с использованием специальной алюминиевой проволоки. Трещины вырабатывают до основания и наплавляют сверху новый металл. Крупные отверстия заделывают с помощью заплаток из высококачественного алюминия.
Стоимость работ зависит от конкретного случая, ведь трудоемкость их выполнения всегда разная. Очень сложно определить средний ценник, но можно привести грубые расчеты. Заварка пробоя в стенке между цилиндрами сегодня может стоить от 5 тыс. руб., а ремонт с помощью установки заплатки — от 7–8 тысяч. Наваривание всей привалочной поверхности для восстановления ее плоскости для рядного четырехцилиндрового блока и его головки стоит примерно от 9 тыс. руб. за каждую деталь.
Источник
Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).
- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.
https://youtube.com/watch?v=OF2mO3Iesms










Важно не забывать о нежелательных температурных перепадах, резком охлаждении сварного соединения. В процессе сварки нужно постоянно прогревать кромки деталей, а после каждого прохождения сваркой необходимо оббивать шлаковые отложения.
Трещины блока автомобильного двигателя
Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.
Горячая сварка
Нагревание всего элемента конструкции двигателя осуществляется в процессе сварочных работ с применением кислорода, ацетилена. Соединение осуществляется посредством формирования электрической дуги стальными или чугунными электродами со специальным покрытием. Изделие медленно нагревается до 600–650 градусов, для чего применяется стальной кожух с асбестовой прокладкой. Такая методика используется для заваривания трещин на труднодоступных участках детали.
https://youtube.com/watch?v=zZW0bdPSE3w
Сварка блока двигателя чугун
![]()
Серьезные повреждения блока цилиндров или его головки — это еще не приговор для двигателя. Да, с одной стороны, проще поменять пострадавший элемент. Сейчас не проблема купить, например, новый шорт-блок (блок цилиндров в сборе). Но в некоторых случаях цена такой покупки может быть равна половине текущей стоимости самого автомобиля. Поэтому ремонт элементов двигателя с помощью сварки может стать более выгодным вариантом.
https://youtube.com/watch?v=VirGLnih4tY
Результат встречи поршней с клапанами на двигателе Ferrari. Владельцу было жизненно необходимо спасти блок цилиндров и головку. Сказано — сделано. Головку спасли с помощью комплекса сварочных работ.
Результат встречи поршней с клапанами на двигателе Ferrari. Владельцу было жизненно необходимо спасти блок цилиндров и головку. Сказано — сделано. Головку спасли с помощью комплекса сварочных работ.
Легкие сплавы
Хотя алюминиевые сплавы довольно удобны при сварке, у них есть и свои неприятные особенности, связанные с качеством литья. При работе с одной и той же деталью есть области, в которых металл плавится очень хорошо, а в других он пенится, и всплывает много шлаков и грязи. Специалисты отмечают, что зачастую это не связано с конкретным автопроизводителем.
Набор для обработки повреждений на деталях: выработка трещин до основания и зачистка поверхности.
Набор для обработки повреждений на деталях: выработка трещин до основания и зачистка поверхности.
Сварку по сплавам проводят с использованием специальной алюминиевой проволоки. Трещины вырабатывают до основания и наплавляют сверху новый металл. Крупные отверстия заделывают с помощью заплаток из высококачественного алюминия.
Ремонт перегородок между цилиндрами в алюминиевом блоке с помощью установки заплаток. Естественно, далее пойдет установка гильз.
Ремонт перегородок между цилиндрами в алюминиевом блоке с помощью установки заплаток. Естественно, далее пойдет установка гильз.










Стоимость работ зависит от конкретного случая, ведь трудоемкость их выполнения всегда разная. Очень сложно определить средний ценник, но можно привести грубые расчеты. Заварка пробоя в стенке между цилиндрами сегодня может стоить от 5 тыс. руб., а ремонт с помощью установки заплатки — от 7–8 тысяч. Наваривание всей привалочной поверхности для восстановления ее плоскости для рядного четырехцилиндрового блока и его головки стоит примерно от 9 тыс. руб. за каждую деталь.
Пример с навариванием всей привалочной поверхности для восстановления ее плоскости на головке блока цилиндров.
Пример с навариванием всей привалочной поверхности для восстановления ее плоскости на головке блока цилиндров.
Тяжелый металл
Сварка чугуна требует еще бóльших навыков от мастера. Высокая температура его плавления сильно осложняет работу и грозит тем, что металл может треснуть. Также для этого вида сварки требуется специальная дорогостоящая проволока-присадка.
Часть трещин в чугунных элементах заваривают, но иногда приходится и вырезать пострадавшую область и ставить заплатку. Окончательное решение с методом ремонта определяет сам мастер в зависимости от массы факторов. Заплатку вырезают из толстого листа стали. Дело в том, что при ее вваривании в плоскость возникают внутренние напряжения, которые грозят появлением трещин. Снять их помогает легкая деформация заплатки. Естественно, немного выгнуть без жертв чугунную деталь невозможно, а вот сталь более пластична.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше. Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Как заварить блок цилиндров чугун видео
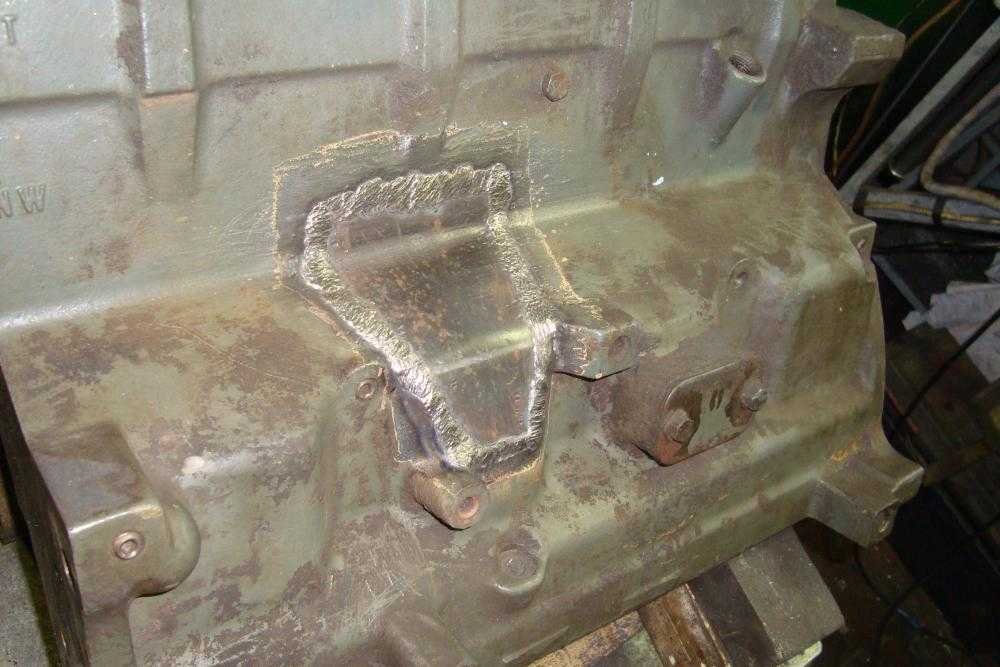
Добрый вечер)Сегодня закончил механическую обработку крепления МКПП. Блок заварен, ухо на месте!=)Изначально не хотели отдавать деталь в мастерскую, поэтому пришлось искать решение для починки своими руками. Примерно неделя ушла на поиск информации, в итоге остановились на электродуговой сварке чугуна методом “по холодному”. В интернете и литературе он подробно описан.
Процесс сварки чугуна очень специфический, имеет свои особенности и требуется применение специальных материалов. В моем случае необходимы специальные ферроникелевые ( FeNi) электроды. Оказалось найти их, мягко говоря, не просто…
![]()
Приведу примеры нескольких производителей: Esab (шведская промышленная компания), Kjellberg (Германия) и Zeller (Германия).
![]()
Купили: Zeller, модель 855. Универсальный ферроникелевый электрод ZELLER 855 с биметаллическимстержнем и графитобазовым покрытием. Предназначен для сварки чугуна и чугуна со сталью без предварительного подогрева.ОБЛАСТЬ ПРИМЕНЕНИЯ:Универсальный электрод ZELLER 855 предназначен для сварки и наплавки, разнообразныхмарок вязкого чугуна, чугуна с шаровидным графитом и ковкого чугуна, особеннозернистого и для сварки этих материалов со сталями и литейными сталями безпредварительного нагрева.ГОСТ: ВЧ35 ВЧ60,КЧ306КЧ554,СЧ10 СЧ35,ЧН2Х, ЧН3ХМДШDIN: GG10 GG35,GGG40 GGG60,GTS3510GTS5504,GTW3504GTW4507,GTWS3810Идеально подходит для ремонтной сварки оснований станков, корпусов насосов, блоковцилиндров, двигателей и корпусов коробки передач, штампов из модифицированногочугуна.










Мы непрофессиональные сварщики, с ремонтом чугунных деталей не сталкивались, вообщем доверились рекламе и отзывам)))
Кратко об основных особенностях процесса. Разделка (подготовка места сварки, трещины или скола) имеет U-образную форму, не должно быть острых углов. Второе, сварка выполняется короткими проходами
Третье, важно контролировать температуру в зоне сварки и не перегревать деталь. Следующий проход начинать при температуре не выше 60-80 градусов цельсия
Четвертое, максимальная длина валика (за проход) около 30мм. Мы делали примерно 15мм. Пятое, каждый валик в обязательном порядке проковывается по горячему. Это важно! Таким способом снимаются напряжения.Еще много нюансов, о которых рассказано в описании метода “холодной сварки чугуна”
Также стоит брать во внимание рекомендации производителя электродов (паспорт, руководство)
Материалы:МШУ, диски. Напильники разной формы. Для проковки был куплен небольшой молоток и доработан следующим образом:
Потребность в сварке блока цилиндров возникает при появлению на нем трещин. Большое количество блоков изготавливается литьем чугуна. Чугун достаточно прочный и твердый материал, хорошо поддается литью и имеет низкую температуру плавления по сравнению со сталями. Отрицательной стороной материала является хрупкость и низкая вязкость. В связи с этим наиболее часто встречающейся неисправностью блоков является появление трещин.
Рис. 1. Блок цилиндров




