Как проверить ГБЦ на трещины?
Если говорят о трещине в ГБЦ, то совсем необязательно речь идет о серьезном повреждении. Как правило, на этой детали появляются микротрещины. Их можно определить такими методами:
- механическая опрессовка;
- сканирование при помощи ультразвука;
- анализ магниточувствительным оборудованием;
- гидроконтроль.
Любой из этих способов эффективен. С их помощью определяют, в каком именно месте образовались микротрещины. Увы, далеко не все сервисные центры оснащены специальным оборудованием. Во многих наличие дефектов определяют при помощи воды или воздуха.
Расскажем, в чем суть такой проверки. Внутренняя часть БЦ заполняется водой, а ремонтник наблюдает, в каком месте сочится жидкость. Если для диагностики применяют воздух, накачанная им деталь помещается в воду. Разлом определяется появляющимися на воде пузырьками.
![]()
Есть другой способ найти дефект — при помощи магнитов. Место предполагаемой трещины определяем заранее. По ее краям устанавливаем 2 магнита. Расстояние между ними засыпаем металлическими опилками. Если трещина есть, магнитное поле будет разорвано и опилки сконцентрируются в месте разлома.
Чем можно заклеить блок двигателя?
Советы для автолюбителя
![]()
Как заделать дыру в блоке цилиндров, заделка трещин в двигателе, ремонт бензобака.
Способ, как заделать трещины в головке блока двигателя внутреннего сгорания у автомобиля или мотоцикла
Разогревают шпаклевку и смешивают с цементов 1:1. Перед заделкой по всей длине трещины делают углубление шириной 6-8 мм, глубиной 1,5-2 мм. Этот желоб и прилегающую к нему поверхность шириной 15-20 мм тщательно промывают ацетоном или бензином, заполняют шпаклевкой или клеем так, чтобы образовался валик шириной 30-40 мм, высотой 2-3 мм. Чтобы клей заполнил трещину, деталь, подлежащую ремонту, нагревают до 50-60 °С.
Как заделать дыру в блоке цилиндров?
В свое время у меня на “Москвиче” разморозился блок цилиндров, выдавило почти прямогульный кусок размером 5 на 12 см. Я взял две металические пластины: одна чуть уже, но длиннее дыры в блоке, вторая – полностью перекрывающая пролом с запасом 1,5 см. на каждую сторону (можно и больше). Просверлил совмещенные отверстия под болты М6 (кажется 4 или 6 отверстий), в более узкой пластине нарезал резьбу под М6, потом узкую завел в через разлом в блок, чтобы она удерживалась там за боковые края, а широкую поместил снаружи. Между широкой пластиной и блоком положил такой же кусок маслобензостойкой резины (толщина примерно 6 мм), все это стянул болтами. При этом даже двигатель не пришлось снимать. Ездил я с таким “бутербродом” почти год, так и продал потом эту машину. Попробуйте, может поможет. Геннадий. (artus@lep.lg.ua)
Заварить блок цилиндров можно арго-дуговой сваркой только есть ли смысл в этом так как дешевле наверное всё таки купить новый блок т.к. потом придется растачивать и шлифовать старый а все эти работы производятся только на крупных предприятиях. Gorbatenkov Dmitry.
Наверно все зависит от размера повреждения. В свое время, в 80 году, случайно “разморозил ” блок цилиндров на УАЗе. Трещина получилась сантиметров 10. Мне удалось ее заклеить при помощи стеловолокна и эпоксидной смолы. Потом машина проходила еще года два, проблем не было ни каких. Андрей.
Ремонт бензобака
У старых автомобилей иногда внезапно обнаруживается течь бензина из бака через, буквально микроскопические отверстия в стенке, образовавшиеся в результате коррозии. Если это произошло в дороге, то предварительно слив бензин, слегка расширьте отверстия острым металлическим предметом, типа шила, и туго заверните в него смазанный маслом самонарезающий винт, которых много в обивке автомобиля. Еще лучше, если под головку винта положить прокладку из мягкой пластмассы, кожи или бензостойкой резины.
С неисправным бензонасосом можно продолжать движение, даже если насос не удается отремонтировать на месте. Для этого следует герметично закрыть наливную горловину бензобака, снять с бензонасоса шланг, идущий к баку, подкачать через него воздух шинным насосом и быстро поставить шланг на место. Бензин будет поступать в карбюратор под давлением воздуха. Одной подкачки хватает на 5. 20 км.
Во избежание вздутия бака, а также переполнения карбюратора, давление воздуха должно быть небольшим. Если бак полон, то достаточно 3. 6 качков насоса, а при почти пустом баке требуется 15-25 качков.
При эксплуатации авто-мото техники иногда возникает необходимость быстро приготовить герметик. О том как это сделать читайте в сборники «Рецепты приготовления герметиков».
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.









Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
https://youtube.com/watch?v=9MgfyXsWLik
Признаки трещин в головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
![]()
Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
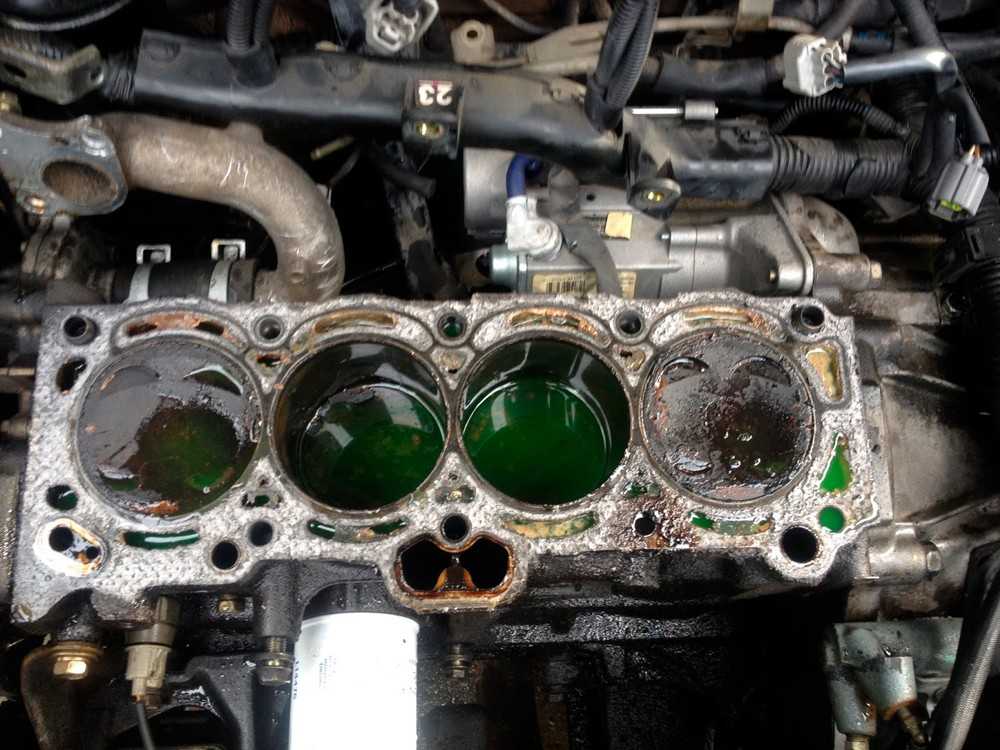
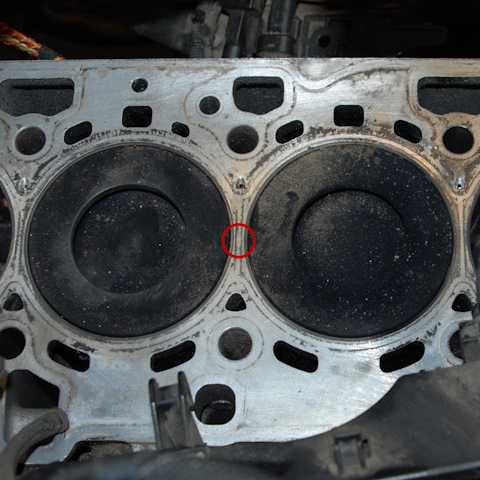
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя. При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить.
- Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
![]()
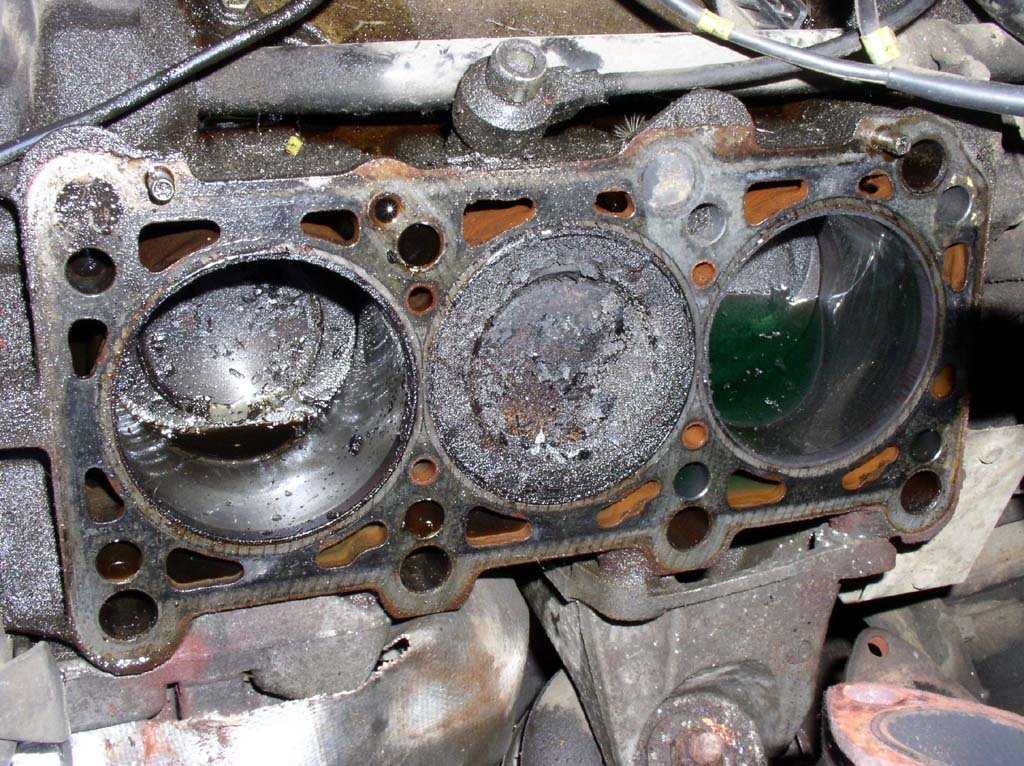
Моторная жидкость уходит, ее постоянно нужно доливать. В этом случае по антифризу вычислить трещинку не выйдет. Если щель появилась рядом с направляющей втулкой впускного клапана, то при работе двигателя масло будет затягивать в цилиндр. Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней.
Кипение ОЖ. Заметили, что антифриз постоянно кипит, откройте капот и крышку расширительного бачка. Долейте столько жидкости, сколько ни хватало и заведите мотор. Если антифриз сразу начнет кипеть, то сомнений в неисправности быть не должно.
Повреждения деталей ЦПГ и их причины
При работе ДВС в системе поршень-гильза происходят обратно-поступательные движения с высокими значениями скоростей, а также огромными нагрузками. Ненадлежащее техническое обслуживание может привести к ускоренному износу элементов и вызвать частичную техническую неисправность двигателя или вовсе полный отказ.
В большинстве случаев диагностика позволяет выявить лишь малую часть проблем. Определить техническое состояние и причины поломки можно при осмотре отдельных компонентов, что поможет сделать приведенная ниже информация.
Повреждения гильзы цилиндра
Деформация цилиндра
![]()
- Неравномерная или ненадлежащая затяжка головки блока
- Ненадлежащее состояние поверхностей головки и блока
- Грязная или повреждённая резьба крепежа головки блока
- Несоответствующая прокладка головки блока
- Отложения в системе охлаждения
- Некачественная посадка бурта гильзы, несоответствующее выступание гильзы, ненадлежащее состояние нижнего посадочного места гильзы
- При сухих гильзах слишком слабая посадка гильзы так же вредна, как и слишком тугая
- В посадочных местах блока при сухих гильзах возникает контактная коррозия, посадочное место должно быть тщательно обработано для обеспечения прилегания гильзы по всей площади.
- Отдельно стоящие цилиндры воздушного охлаждения должны быть строго параллельны блоку и головке, при единой головке цилиндры должны быть одинаковой высоты, очень важна исправность воздуховодов.
Отрыв бурта гильзы цилиндра
- Некачественно обработано посадочное место гильзы в блоке
- Не соблюдены предписанные порядок и моменты затяжки
- Применены прокладки несоответствующей толщины
Кавитация
- Не соблюдён зазор поршень/цилиндр (установлены б/у поршни)
- Ненадлежащая посадка гильзы в блоке
- Пониженное давление в системе охлаждения
- Ненадлежащее качество охлаждающей жидкости
Повреждения поршня
Эрозия материала на днище поршня (дизельный двигатель)
- Неисправная форсунка
- Неисправный нагнетательный клапан в топливном насосе высокого давления
- На форкамерных двигателях — дефект форкамеры
Эрозия на днище и жаровом поясе поршня (бензиновый двигатель)
Качество топлива не соответствует степени сжатия двигателя, бензин в дизельном топливе, масло в камере сгорания
- Ненадлежащий угол опережения зажигания Негерметичные выпускные клапаны
- Значительное количество нагара в камере сгорания
- Слишком высокая температура впускного воздуха, общий перегрев
Прихват от перегрева, в основном на головке поршня
- Эксплуатация необкатанного двигателя с высокими нагрузками
- Повышенная температура в камере сгорания из-за неисправности системы питания
- Неисправность системы охлаждения
Разрушение перемычек между канавками поршневых колец (дизельный двигатель)
- Неисправная форсунка
- Низкая компрессия в цилиндре
- Дефект форкамеры
- Неправильное или чрезмерное пользование пусковыми средствами
- Цилиндр при неработающем двигателе заполнился водой или топливом (гидроудар)
Трещины на днище и вокруг камеры сгорания в поршне
- Неисправность системы питания
- Дефект форкамеры
- Перегрев двигателя
- Неисправность моторного тормоза
Износ поверхностей из-за избытка топлива в камере сгорания
- Избыток топлива в камере сгорания в дизеле из-за неисправности топливной системы
- Пониженная компрессия
- На дизелях ненадлежащий зазор между поршнем и головкой
Задиры при недостаточном зазоре между поршнем и цилиндром
- Ненадлежащая обработка блока при ремонте — диаметр цилиндра меньше допустимого размера
- Головка блока перетянута или затянута неравномерно, повреждена или загрязнена резьба на элементах крепления головки к блоку цилиндров, не смазаны опорные места для гаек и болтов в головке
- Имеются повреждения привалочных поверхностей блока цилиндров и головки блока
- Некачественная прокладка головки блока
- Деформация цилиндров из-за неравномерного охлаждения — накипь или грязь в системе охлаждения
- Не подготовлены посадочные места для гильз в блоке
- Нагружение двигателя без предварительного прогрева
Задиры на боковой поверхности поршня рядом с бобышками
- Нагружение двигателя без предварительного прогрева
- Деформация цилиндра при перегреве двигателя
- Недостаточный зазор между пальцем и бобышкой поршня
Сухой прихват на юбке (недостаток масла)
- Неисправность системы смазки или полное отсутствие масла в двигателе
- Недостаточное разбрызгивание масла из-за малого зазора в шатунных вкладышах
Задиры на поршне только с одной стороны
Воздушные и паровые пробки в системе охлаждения из-за выхода из строя термостата или водяного насоса, а также загрязнения в полости охлаждения в блоке, приводят к местному перегреву и прекращению охлаждения
Задиры на боковой поверхности (сухой прихват)
Неисправности системы охлаждения
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.









Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
- Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
https://youtube.com/watch?v=0N9eu6pmi-8
Альтернативные способы
![]()
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.








Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
https://youtube.com/watch?v=0N9eu6pmi-8
-
Тосол в блоке цилиндров двигателя: причины и способы…
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта. Читать далее
-
Какой герметик лучше для двигателя автомобиля?
Виды герметиков для двигателя автомобиля: анаэробные, силиконовые, ремнотные. Принцип дейсвтия, отличия, сферы применения. Как выбрать лучший герметик. Читать далее
-
Последствия перегрева двигателя автомобиля
Почему возникает перегрев двигателя. Чего ожидать водителю и какие поломки могут возникнуть, если двигатель перегрелся. Что делать в случае перегрева ДВС. Читать далее
-
Эмульсия на щупе уровня масла: причины возникновения
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы. Читать далее
-
Разминусовка двигателя: зачем она?
В чем заключается и для чего необходима разминусовка силового агрегата. Основные преимущества данного решения, установка дополнительной массы своими руками. Читать далее
-
Блок цилиндров двигателя
Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия. Читать далее
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.









Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Мнение эксперта
Руслан Константинов
Эксперт по автомобильной тематике. Окончил ИжГТУ имени М.Т. Калашникова по специальности «Эксплуатация транспортно-технологических машин и комплексов». Опыт профессионального ремонта автомобилей более 10 лет.
Иногда определить местоположение трещины в блоке цилиндров не так уж просто, но есть ряд способов. Обычно это касается микротрещин, которые трудно заметить. Итак, можно установить магниты по корпусу блока цилиндров или головки, насыпать стружку из металла мелкой фракции сверху. Стружка под действием магнитного поля начнёт притягиваться к магнитам и забиваться в трещины, которые будут встречаться на пути.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
https://youtube.com/watch?v=_Y-R2QELvtc
Последовательность выполнения ремонта трещин блока цилиндров двигателя:
ремонта головки блока цилиндров.
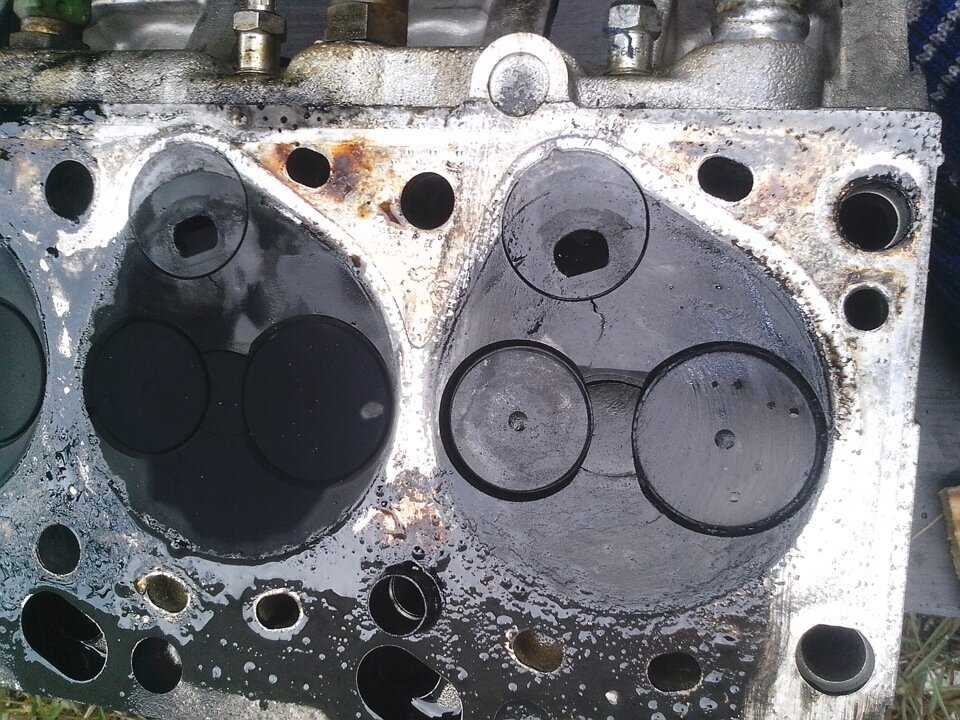
Как ремонтировать головку блока
![]()
а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка, ![]() укрепление эпоксидки, 9 – верхний слой эпоксидки.
укрепление эпоксидки, 9 – верхний слой эпоксидки.
Ремонт трещин чугунного блока цилиндров двигателя
в блоке цилиндров,
головке блока являются
показателем к замене детали,
но существует способ ремонта
трещин блока цилиндров двигателя
Заварка трещин чугунного блока двигателя имеет свои нюансы. Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем. Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.
Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
Во время сварки сила тока 130 А, напряжение 36 В, твердость НВ 170.
Ремонт трещин блока цилиндров двигателя эпоксидкой
Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
2) Засверливаются концы трещин диаметров сверла 5 мм
3) Отверстия забивают медными заглушками
4) Вокруг трещин искусственно создаем шероховатость насейчкой
5) Проводим очистку и обезжиривание поверхности (ацетон)
6) В несколько слоев покрываем эпоксидкой трещину, первый слой 1 мм, второй слой 2 мм, в конце концов все слои должны быть в пределах 3-4 мм
7) Отверждаем нанесенный слой эпоксидки с помощью сушильной камеры при температуре 90 градусов Цельсия.
Мотор – это железное сердце каждого транспортного средства. При выходе из строя какой-либо его комплектующей существует большая вероятность полного выходя из строя всего агрегата.









![]()
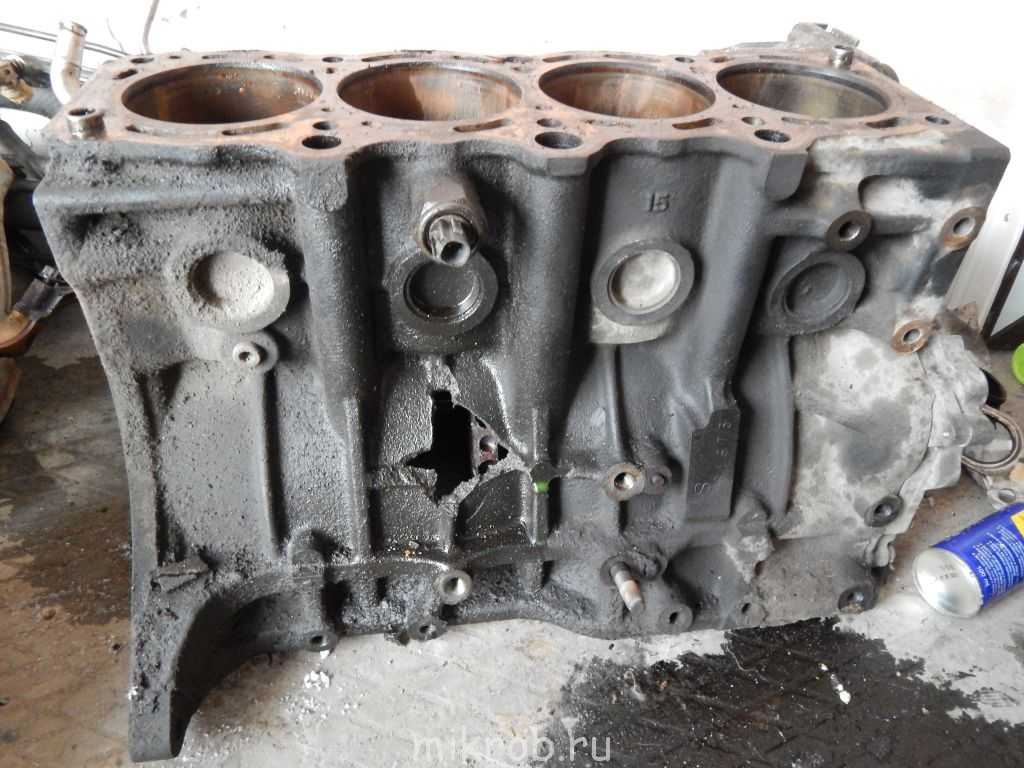
Особенно, если идёт речь об столь сильных поломках, таких как деформация головки или блока цилиндров. Если не устранить их своевременно, придётся делать капитальный ремонт двигателя.
Отметим, что трещины в данных узлах являются одними из самых сложных неисправностей. Возникают, как правило, после дорожно-транспортного происшествия при высоком уровне износа деталей или производственном браке.




