И в результате.
Итак, прокладочное полотно собирают, пропуская перфорированную жесть и бумагу через валки каландра. Рациональная перфорация жестяной основы и фирменные «ноу-хау» для полимерных композитов позволяют прокладке адаптироваться к вертикальной нагрузке – причем к любой, даже очень большой. Опасные пики при этом «расползаются» без нарушения уплотнения – разработчики называют этот процесс «горизонтальным выравниванием». И еще: при использовании новых прокладок усилия распределяются по краям гильз равномерно, уберегая цилиндры от деформации и, следовательно, от повышенного расхода масла, ускоренного износа и прорыва газов в картер.
А если в цифрах: какие механические и температурные нагрузки выдерживают эти изделия? Пожалуйста: по данным производителей, прокладки для бензиновых двигателей сохраняют работоспособность до 35 МПа (350 бар) и 350° С, а для дизельных – до 100 МПа (1000 бар) и 400° С. То есть «запас прочности» изделия получается изрядный.
Оптимально подобранные показатели восстанавливаемости и сжимаемости допускают длительную эксплуатацию прокладки без дополнительной регулировки клапанного механизма – словом, все для потребителя! А специальное антипригарное покрытие позволяет легко, а главное, безболезненно для двигателя демонтировать прокладку при ремонте.
А теперь несколько слов об окантовке газовых отверстий
Этот элемент выполняет несколько функций: во-первых, упрочняет и защищает кромки отверстий; во-вторых, увеличивает изгибную прочность прокладки, что важно при ее транспортировке и монтаже; в-третьих, выполняет роль теплового моста между массами блока и головки
При покупке прокладки ГБЦ на окантовку надо обращать особое внимание. Не допускаются «гармошки» металла, а также чрезмерно большие выступы над плоскостью прокладки – иначе при затяжке головки может возникнуть упомянутая выше деформация гильз
Суммарная (на обе стороны) высота буртиков окантовки не должна превышать 0,3 мм, и опытные мастера «ловят» ее, проводя по детали ногтем. Впрочем, для современных прокладок эти навыки не понадобятся: высота означенных буртиков у современных прокладок исчисляется не десятыми, а сотыми долями миллиметра.
![]()
Немного о «металле»
Как уже говорилось, металлические прокладки изготавливаются из нескольких слоев стальных, медных или латунных листов либо их комбинаций.
Хрестоматийный (и уже отошедший в историю) пример таких уплотнений – прокладки ГБЦ двигателя ЯАЗ-206 для первого поколения тяжелых грузовиков КрАЗ. Кстати, прототипами этих 6-цилиндровых двухтактных дизелей были американские моторы GMC – следовательно, и способ их уплотнений прибыл к нам из-за океана. Впрочем, американцы могут не надувать щеки, ибо родина металлических прокладок – Япония.
Но вернемся к ЯАЗ-206. Эти двухтактные дизели имели степень сжатия 17 и момент затяжки шпилек 24 кгм (
240 нм). Прокладки для них собирались из шести стальных листов 08КП толщиной 0,26 и 0,4 мм. Один лист имел специальную отбортовку в отверстиях под камеры сгорания. Шпильки располагались равномерно вокруг цилиндра, что давало надежное уплотнение.
Из современных автомобильных двигателей со стальной прокладкой можно назвать японские четырехтактные дизели «Комацу», легковые дизели «Даймлер» и ряд других именитых моторов.
К преимуществам металлических прокладок относят высочайшую надежность в работе и возможность многократного использования. К недостаткам – значительные усилия затяжки шпилек, требующих высокой жесткости блока, немалый собственный вес прокладки и изрядную стоимость.
Кроме того, металлические прокладки требуют особой точности и чистоты изготовления сопрягаемых деталей. Впрочем, для того же «Даймлера» это является повседневной нормой, а за качество не грех и заплатить.
Блог им. sancta → Изготовление прокладки (мой опыт)
Сегодня я хочу рассказать о том как я делаю прокладки.
В интернете я находил описание из чего народ делает прокладки. Раньше я делал их из паронита. Но сам материал мне не нравится. От масла паронит становится мягким как сопля. Соединения нужно постоянно протягивать, он мокнет и выглядит крайне неаккуратно.







Бумага лучший выбор. И т.к. работаю в полиграфии — я мог выбрать бумагу для прокладок более осознанно. Сразу говорю — мне не нравится мелованная бумага (с обложек журнала как советуют в
интернете), хотя именно её у меня был огромный выбор. Основным минусом её считаю то, что она практически состоит из одного мела (а сейчас идёт просто вал некачественной бумаги из Китая). Как ни крути мел — абразив. Хоть и очень слабый. Никому не хочется иметь абразив в двигателе. Более менее подходящая бумага — хром эрзац (как на журналах у врачей, медицинских картах). Но все равно — на этой бумаге также присутствует мел.
Критерий у меня был — без мела. И кажется для печати такой бумаги просто не существует! Зато она есть в другом виде. Итак — я ее нашел. Записывайте название — калиброванный картон (у меня был PAVAN) 0.5 мм, цвет — серый. Относится к поддекельным материалам (подкладывается под офсетную резину). Найти можно в фирмах, торгующих расходниками для полиграфии. А также в типографиях с офсетными машинами. Картон этот меняется печатниками и просто утилизируется через какое то время. Если есть знакомые — идём и просим.
Основной плюс этого картона — он реально жесткий. В нем нет мела. И он очень точный (разность по толщине не более 0.01мм).
Мой способ не быстрый, зато максимально аккуратный для домашнего применения.
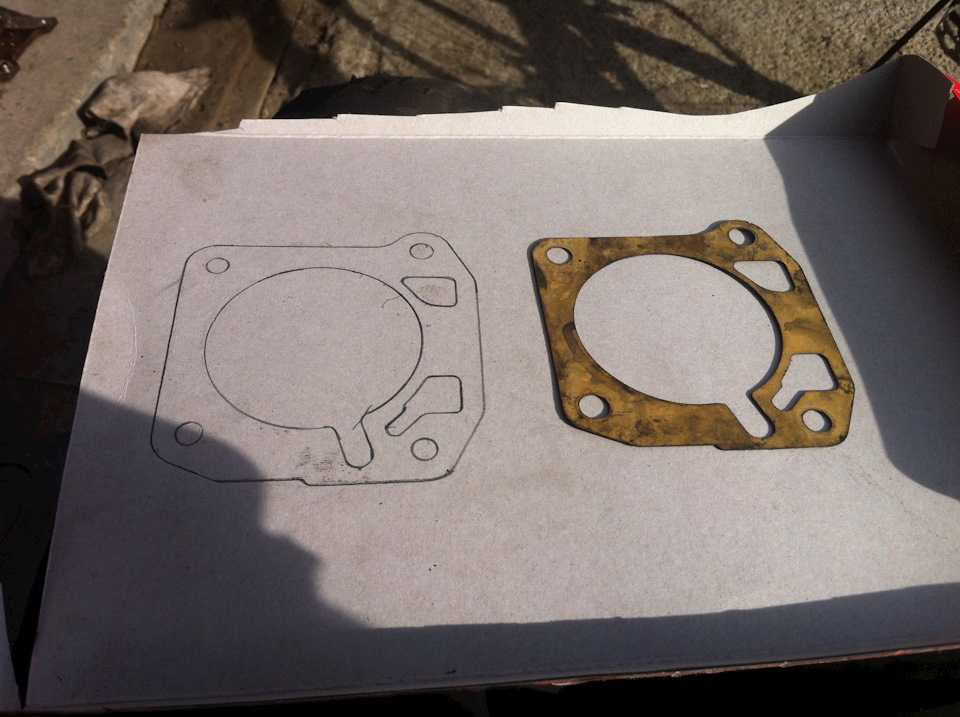
Берем герметик и тонким слоем наносим на поверхность. Я просто беру герметик на палец и слегка пристукиваю его (примерно также наношу термопасту на процессор). Далее кладу лист на ровную поверхность и прижимаю крышку к бумаге чем то тяжелым.
![]()
В моем случае я притянул крышку через отверстие в центре с помощью шпильки.
Далее я жду примерно сутки (поэтому то метод и не быстрый). Грубо обрезаю по периметру с запасом в пару сантиметров ножницами.
Картон с помощью герметика уже качественно приклеился к поверхности.
![]()
Берем канцелярский нож во таким хватом и обрезаем внешний контур.
![]()
Далее, чтобы найти внутренний контур, продавливаем пальцами контур. На фото видно не было, но после этого внутренний контур начинает четко просматриваться. Режем внутренний контур аналогично
![]()
Отверстия я аккуратно просверлил сделанным пробойником (хорошо всё таки иметь токарник в хозяйстве!)
![]()
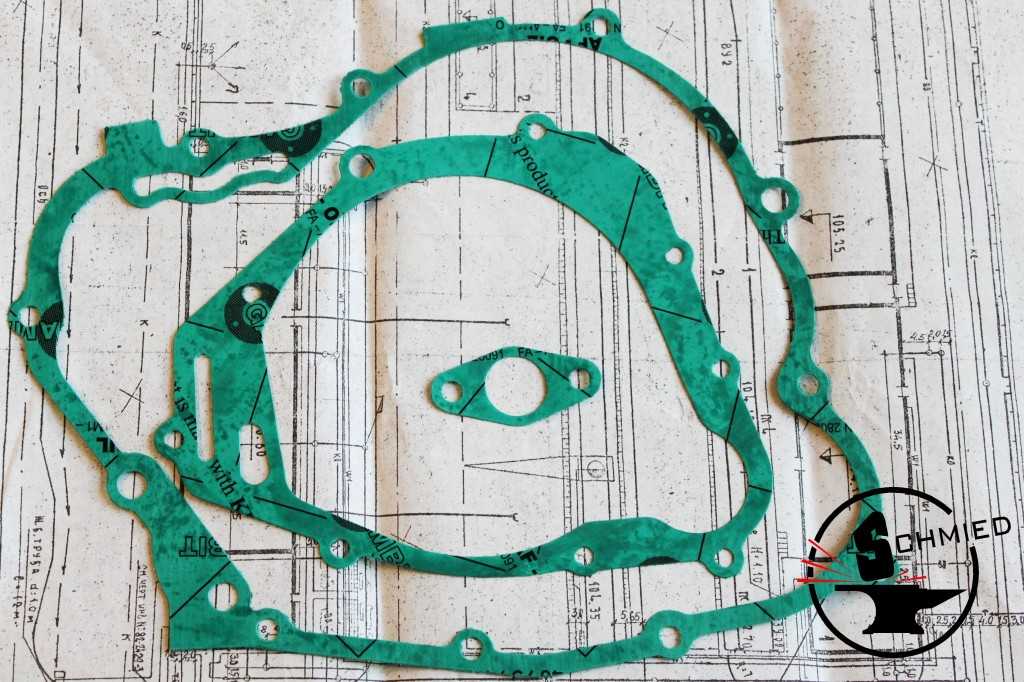
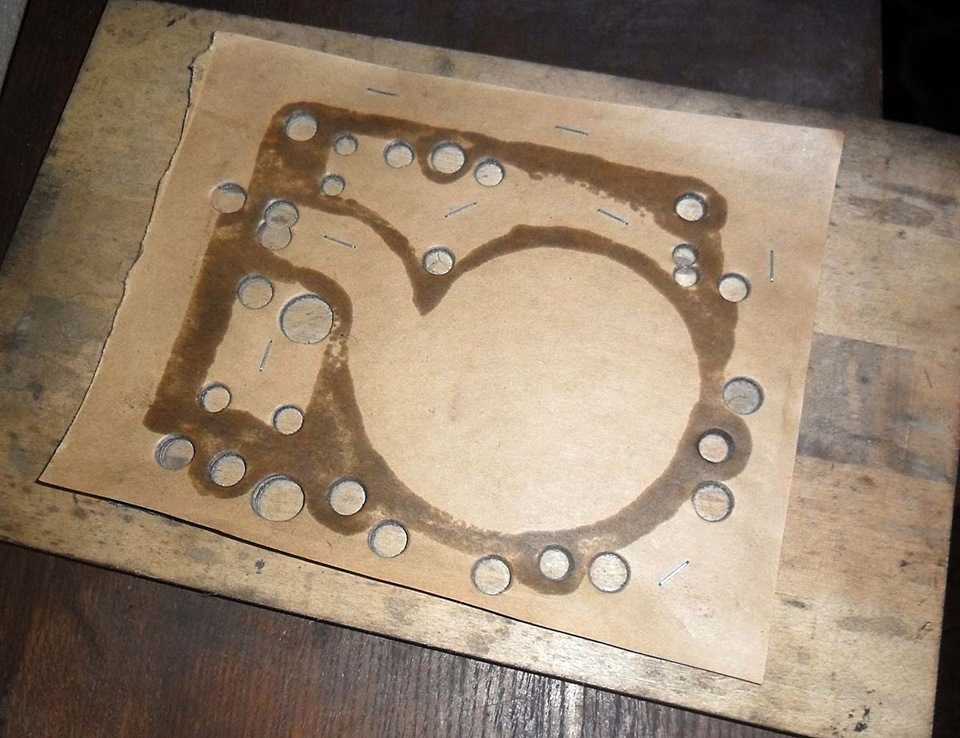
И вот результат — вполне приличный. Далее продувка, промыв спиртом.
![]()
Нанесение герметика на ответную часть (постараться также герметика использовать самый минимум).
![]()
И еще одна «хитрость» — протяжка шуруповертом с ограничением момента. Постепенно добавляя момент протягиваем все болты. Оставляем на пару часом и дотягиваем ключом (без фанатизма).








Это не первый ремонт с помощью такой технологии. Уже несколько раз я пользовался такими прокладками и проблем с ними нет никаких. Они не мокнут, не потеют. Держат отлично. Зная эту технологию я не боюсь вскрывать двигатель даже для осмотра. Т.к. знаю что могу сам бесплатно сделать эту прокладку.
Надеюсь кому нибудь поможет эта информация и удачи всем на дорогах!
- sancta
- Олег
- 1 апреля 2020 в 12:30
- 6
- ?
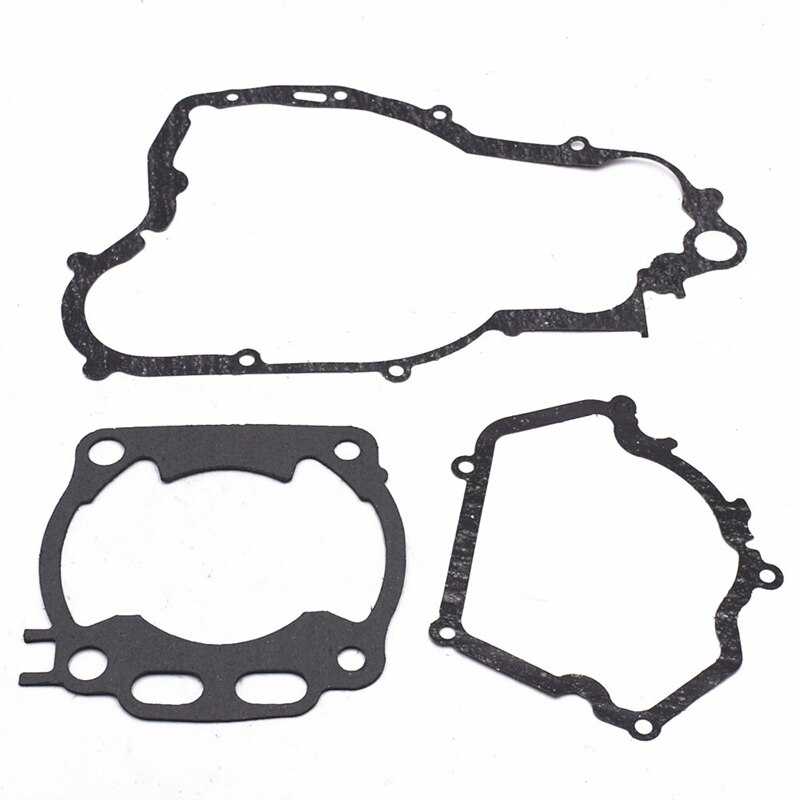
Паронитовые прокладки для двигателей внутреннего сгорания
Множество деталей являются составляющими автомобильного двигателя. При взаимосвязи жидкостей и газов, находящихся внутри системы, работает движок. Его герметичность является приоритетом не только для нормальной, но и безопасной работы. Правильное давление зависит исключительно от непроницаемости. От этого же зависят непредвиденные протечки. Чтобы их предотвратить, нужны специальные прокладки.
Виды прокладок
Каждый узел нуждается в особенной прокладке. Любая из них может быть изготовлена из разного материала, исходя из того, в какой среде используется и для чего предназначается. Форма их различна, а в зависимости от материала, из которого они изготавливаются, бывают прокладки:
- безасбестовые;
- паронитовые;
- асбестовые;
- цельнометаллические.
Нас интересуют те, основой для которых является паронит. Он изготавливается из прессованной асбокаучуковой массы, где кроме обозначенных в названии материалов применяются порошкообразные ингредиенты.
Работают в тех соединениях, которые окружены разной средой и соприкасаются с:
- водой и паром;
- жидким кислородом и в виде газа;
- нефтяными продуктами;
- этиловым спиртом.
Чтобы свойства были улучшены, паронит армируют. Для этого применяют металлическую сетку. В данном случае получают паронит марки ПА (или иначе называется — ферронит).
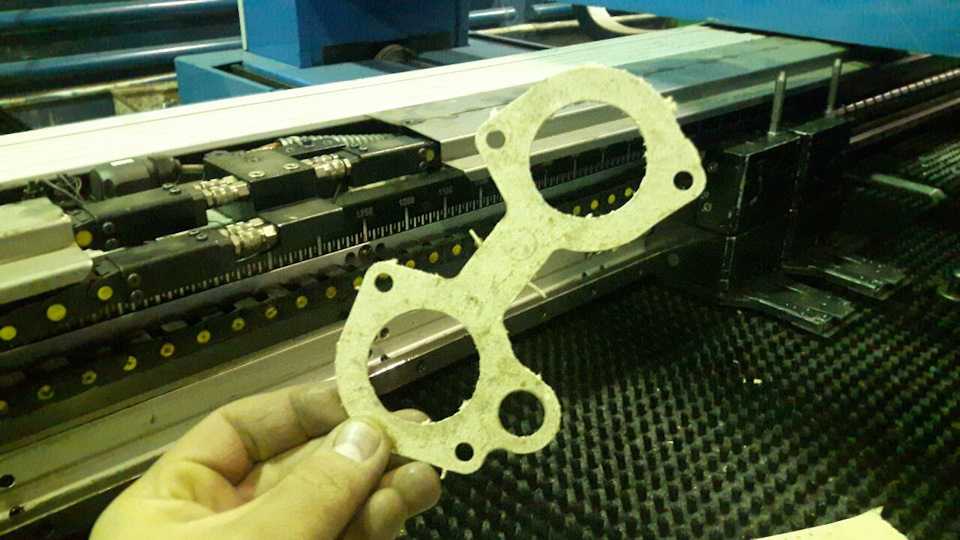
Универсальность этого прокладочного материала заключается в его особом пределе текучести и проявляющейся вязкости при определенных показателях давления. Все не полные уплотненности в данном состоянии начинают заполняться материалом, что обеспечивает отличную герметичность. Изделия для уплотнения должны быть с минимальной толщиной, чтобы они не выдавливались. Пластичные, эти прокладки легко вырезаются из листов, что позволяет им приобретать любые формы. Этому помогает использование высокоуровневого оборудования с программно-аппаратным обеспечением.
«Плюсы» изделий из паронита
От иных прокладок паронитовые отличаются следующими характеристиками:
- высокой термоустойчивостью (по этой причине прокладки из паронита подходят для всех двигателей внутреннего сгорания, выдерживая высокое давление);
- упругостью;
- эластичностью;
- текучестью при давлении в 320 мПа;
- выносливостью благодаря покрытию из тончайшего слоя металла;
- длительным эксплуатационным сроком длинной в годы.
Высокоточное оборудование помогает вырезать любые уплотнители по форме, а это значит, что можно использовать их даже в нестандартных узлах. Программно-аппаратный комплекс, который задействуется при выпуске деталей, работает с задействованием алгоритма оптимизации. А это значит, что отходов при резке на листе будет минимальное количество, что повлияет на снижение конечной стоимости каждой паронитовой прокладки.
Сферы применения изделий из паронита
Если говорить о прокладках из паронита, применяемых в автомобилях, следует сказать о нескольких видах:
- кислостойких;
- маслобензостойких;
- армированных;
- общего назначения.
Если температурный режим работы колеблется в пределах от минус до плюс 200 градусов по Цельсию и давление находится в пределах 40 бар, можно применятьв автомобиле неармированную паронитовую прокладку. При показателях больше указанных, следует выбрать армированные изделия.
Но не только в автомобилестроении нуждаются в таких прокладках. Их активно применяют в следующих сферах:
- металлургии;
- нефтегазовой;
- коммунальной, особенно с целью обеспечения герметичности систем водоснабжения, а также в газобалонной и отопительной системе;
- пищевой промышленности.
Как сделать прокладку самому
Прокладку карбюратора, можно изготовить самостоятельно. Такая необходимость возникает в том случае, когда не удалось отыскать оригинальную запчасть. Чтобы сделать прокладку понадобятся следующие инструменты и материалы:
- Плотный картон;
- Маникюрные ножницы;
- Стержень от авторучки.
Для изготовления прокладки можно использовать любой плотный картон. Толщина материала должна быть около 0,8 мм. Если толщина больше, то такой картон тоже можно использовать для изготовления прокладки, но в этом случае потребуется дополнительно регулировать положение поплавка карбюратора.
Для изготовления прокладки, потребуется снять карбюратор с двигателя. Затем снимается крышка и поплавок способом описанным выше.
![]()
Старая прокладка удаляется, и поверхность крышки карбюратора зачищается от следов бензина.
Затем стержень шариковой ручки обрезается ножницами, и чернила тонким слоем наносятся на поверхность крышки карбюратора.
Следующий этап изготовления прокладки должен быть выполнен максимально аккуратно. Картон необходимо прислонить к крышке карбюратора и слегка прижать к поверхности детали, но таким образом, чтобы не произошло смещения листа в этот момент. Затем картон резко отделяется от поверхности детали с нанесёнными чернилами.







Отверстия под болты крышки можно сделать с помощью стреляной гильзы подходящего диаметра. Для этой цели заготовка прокладки укладывается на деревянную доску, и к обозначенным местам под отверстия прикладывается гильза полой стороной, а со стороны капсульного гнезда наносятся точные удары молотком.
https://youtube.com/watch?v=EbbuLpUPrZQ
https://youtube.com/watch?v=EbbuLpUPrZQ
Изготовленная прокладка устанавливается обычным способом, но если толщина картона для изготовления прокладки существенно отличалась от оригинальной, то обязательно необходимо выполнить регулировку положения поплавка в камере, а также произвести настройку работы карбюратора в режиме холостого хода.
Почему стоит выбрать нас?
В наших каталогах вы найдете только оригинальную продукцию. Опытные специалисты всегда следят за тем, чтобы ее технические характеристики и качество соответствовали требованиям наших покупателей.
Обратите внимание, что доставка по Москве является бесплатной и не входит в стоимость заказа. Если заказчик проживает в другом регионе РФ, мы сможем отправить товар наиболее удобной для него транспортной компанией
Цена изделий зависит от многих факторов, в том числе от комплектации и модели. ООО ТД «ТехСтройИнвест» всегда идет навстречу своим покупателям, поэтому продает товар без накруток.
Типы прокладок двигателя автомобиля
![]()
Как уже было сказано, форма прокладки, а также материал изготовления, напрямую зависят от того, в какой среде данному элементу придется находиться и какую функцию он будет выполнять.
- Одни прокладки нужны для того, чтобы удерживать технические жидкости внутри корпуса (например, моторное масло, жидкость системы охлаждения).
- Другие необходимы для максимального уплотнения участков, где соприкасаются детали. Такие прокладки дополнительно испытывают серьезные нагрузки от внутреннего давления, находятся в условиях высоких температур.
Наглядно данный тип прокладок представляет прокладка головки блока цилиндров, которая условно даже является некоторой частью камеры сгорания, в ней также выполнены каналы для движения охлаждающей жидкости и смазки.
Еще одним типом прокладок, который более известен среди водителей и механиков под названием сальник, являются уплотнители, которые установлены в местах контакта подвижных деталей с неподвижными элементами.
По форме изготовления прокладки предназначены для разных плоскостей, которые прилегают друг к другу
При этом важно учитывать, что для различных типов ДВС производители используют всевозможные уникальные детали
Это значит, что прокладки не взаимозаменяемы на разных моторах, то есть приобретать для их ремонта нужно только такие элементы, которые подходят для конкретной модели того или иного силового агрегата. Давайте остановимся на разных типах автомобильных прокладок для двигателя более подробно.
Прокладка ГБЦ
![]()
Указанная деталь устанавливается в том месте, где соединяется блок цилиндров и головка блока. Данная прокладка находится в тяжелых условиях, так как в месте ее установки проходят каналы жидкостной системы охлаждения, системы смазки двигателя. Также она выступает в роли уплотнителя камеры сгорания, удерживая высокое давление и испытывая значительный нагрев.
Как видно, такие условия весьма неблагоприятны, так как происходит контакт с моторным маслом и ОЖ, отмечены постоянные перепады температуры и давления. Вполне очевидно, что для сохранения работоспособности при таких нагрузках прокладка ГБЦ изготавливается из особых износостойких и жаропрочных материалов.








Сегодня принято делить такие прокладки с учетом материала их изготовления на два типа. Прокладки головки блока бывают
Что касается металлических прокладок ГБЦ, этот тип изделий встречается наиболее часто. Прокладка многослойная, изготавливается из тонкой листовой стали, медных сплавов и т.п. Те участки, которые уплотняют прилегающие поверхности, обычно дополнительно покрыты специальными составами, напоминающими плотную резину. Это обеспечивает максимум уплотнения.
Указанный тип прокладок отличается высокой износостойкостью и большим сроком службы. Стальные изделия встречаются чаще, так как их производство дешевле изготовления элементов из меди.
Ко второму типу относятся неметаллические прокладки головки блока, которые дополнительно делятся на асбестовые изделия, а также безасбестовые прокладки ГБЦ. В первом случае материалом изготовления является листовой асбест. Обычно отверстия од цилиндры на таких прокладках армируют при помощи стальных колец, которые находятся на кромке в месте среза. Аналогичные кольца имеются и в месте изготовления отверстий под болты.
Еще прокладки бывают из прессованной резиновой смеси, в которую производится добавка асбестового волокна, графитового порошка и т.д. Отдельно выделяют также паронитовые прокладки ГБЦ, которые имеют более высокую конечную стоимость, при этом отличаются улучшенной износостойкостью.
Источник
Блиц-советы и рекомендации
- От того, как будут установлены прокладки карбюратора, зависит экономичность работы двигателя и его динамические показатели, поэтому при возникновении проблем в работе этого устройства необходимо незамедлительно приступить к замене прокладки;
- Изготовить самостоятельно возможно не только изделие из картона, но, если необходима самодельная текстолитовая прокладка, то её делают из листового текстолита подходящей толщины. Обработка материала в этом случае осуществляется с помощью специальных ножниц;
- Резиновая прокладка для патрубка при необходимости может быть изготовлена из плотной резины подходящей толщины. Отверстия под болты в резиновой прокладке делают с помощью дрели и спиральных свёрл, но прокладку необходимо надёжно зафиксировать между двух деревянных досок;
- Прежде чем приобретать прокладку в магазине нужно разобрать карбюратор и посмотреть какая стоит деталь;
- Теплоизолирующая прокладка может быть установлена в количестве 2 штук, когда подходящей толщины детали не удаётся найти, или текстолит для самостоятельного изготовления не подходит по этому параметру. Теплоизоляция, в этом случае не нарушается, и агрегат можно использовать в обычном режиме нагрузок.
Заменить прокладку карбюратора или изготовить её из картона не составит большого труда, но следует очень ответственно отнестись к подбору материала, а также к точности изготовления этой детали. После замены изделия, карбюратор устанавливается на двигатель и производится тестовый запуск двигателя, в результате которого будет ясно насколько правильно были выполнены все ремонтные операции.
Источник
Жидкие прокладки и герметизирующие составы
Среди многочисленных вариантов уплотнений в современных машинах большое распространение получили уплотнения фланцевых соединений с помощью твердых прокладок из картона, паронита и других полимерных материалов. К числу недостатков таких соединений относятся: необходимость создания определенного давления на прокладку, так как в процессе возникновения остаточных деформаций в прокладке нарушается герметичность стыка; при длительной работе (или хранении) происходит старение прокладочных материалов, что ведет также к нарушению герметичности соединения, необходимости точной пригонки контактирующих поверхностей (коробление и перекосы недопустимы), а также строгой последовательности в затяжке резьбовых соединений при создании давления на прокладку. Все это снижает надежность фланцевого соединения и агрегата в целом.
Новым направлением в области герметизации соединений является применение вязкотекучих материалов для уплотнения фланцевых стыков, которые получили наименование жидких прокладок. Они подразделяются на высыхающие, невысыхающие и вулканизующиеся (отверждаемые). Свободно меняя форму при наложении усилия, они хорошо заполняют микро- и макронеровности поверхности деталей и создают высокую степень герметичности соединений; наличие адгезии между материалом жидкой прокладки и деталью повышает надежность герметизации соединения. По своей сущности жидкая прокладка, как правило, представляет полимерную (олигомерную или эластомерную) композицию.
Специально для ремонтных целей разработана одноупаковочная самовулканизующаяся жидкая прокладка (компаунд) КЛТ-75Т (ТУ 38.403435-82) на основе кремнийорганических каучуков. Она характеризуется высокими деформационно-прочностными свойствами: условная прочность при растяжении не менее 1,0 МПа, относительное удлинение при разрыве не менее 12%. Жидкая прокладка заменяет традиционные прокладки из картона, паронита. Температурный интервал эксплуатации прокладки составляет от -55 до +300 ºС, что позволяет восстанавливать прокладки головки блока при их местном повреждении.
Герметики невысыхающего типа при наличии давления рабочей среды способны уплотнять соединения с незначительной шероховатостью поверхностей деталей без перекосов и неровностей с зазорами до 0,08-0,1 мм и сохранять в процессе эксплуатации пластичное или пластоэластичное состояние. Основными их недостатками являются отсутствие упругих свойств материала и появление в связи с этим трудностей надежного уплотнения соединений с изменяющимся в процессе эксплуатации зазором, что типично для агрегатов автомобилей. К ним относятся материалы на основе высоко- и низкомолекуляркого полиизобутилена, бутилкаучука, этиленпропиленового каучука и высокомолекулярного тиокола.
Герметики полувысыхающего и высыхающего типов после нанесения на поверхность и испарения растворителя образуют упругую резиноподобную пленку. Основными недостатками герметиков является длительность испарения растворителя и обратимость процесса, что обусловливает непостоянство их физико-механических свойств и снижение качества герметизации. К высыхающим герметикам относят материалы на основе бутадиен-нитрильного каучука и эластопластов.
Герметики У-ЗОМ и УТ-31 вулканизуют при температурах ниже 15 ºС (до 0 ºС), однако жизнеспособность и время вулканизации в этом случае увеличивается в 2-2,5 раза при уменьшении температуры на каждые 10 ºС.
Герметики У-ЗОМ и УТ-31 не обладают достаточной адгезионной прочностью при креплении их к металлам, стеклу, бетону и другим материалам и требуют клеевого подслоя:
- клея 88Н – для крепления к металлу и бетону при работе в воздушной среде;
- клея 78БЦС-П – для крепления к металлу при работе в воздушной среде с повышенной относительной влажностью и при непосредственном контакте с водой;
- клея К-50 – для крепления к металлу при работе в среде топлив и др.
Перед нанесением подслоев и герметиков поверхность, подлежащую герметизации, тщательно очищают от пыли, грязи, стружек и другого сора с помощью волосяных щеток или тканевых салфеток.
Для удаления влаги, следов минеральных масел, а также жировых пятен и других загрязнений на металле, дереве, бетоне поверхность, подлежащую герметизации, обезжиривают тканью, смоченной в бензине по ГОСТ 443-76, и тот час же протирают сухой ветошью насухо. Затем в таком же порядке производят вторичное обезжиривание. Допускается проводить обезжиривание по ГОСТ 21981-76.
Прокладка головки блока цилиндров
Прокладка ГБЦ устанавливается в месте соединения блока цилиндров и его головки. В области размещения прокладки находятся каналы водного охлаждения двигателя и системы смазки, кроме того внутрь цилиндра поступает топливо-воздушная смесь, которая при сгорании вырабатывает большое количество энергии. Среда очень неблагоприятная, поскольку происходят постоянные скачки температуры и давления. Соответственно, чтобы выдерживать такие серьезные нагрузки, прокладки ГБЦ изготавливают из прочных, стойких к высоким температурам материалов.
Детали, которые мы называем сальниками, на самом деле ими не являются. Сальник — устаревшая конструкция из металлической обоймы и набивки (пропитанной маслом пеньковой веревки)
Материалы, из которых изготавливают прокладки ГБЦ, можно поделить на две группы: металлические и неметаллические.
Неметаллические прокладки
Неметаллические прокладки, в свою очередь, делятся на асбестовые и безасбестовые. Первые делаются из листового асбеста. Как правило, центральные отверстия для цилиндров таких прокладок укрепляют стальными кольцами, надетыми на кромку вырезов. Такими же кольцами снабжены отверстия для крепежа, проходящего сквозь прокладку. Существует разновидность прокладок из резиновой смеси, которую прессуют с добавлением асбестового волокна и порошка графита.










Существует безасбестовая разновидность материала; сформированные из него прокладки дороже в производстве, но отличаются повышенной износостойкостью. Его изготавливают из синтетического волокна и каучука, которые прессуют при высокой температуре.
Металлические прокладки
Металлические прокладки ГБЦ — наиболее распространенный тип. Чаще всего прокладки изготавливают из многослойной тонкой листовой стали или листовой меди. Места, соприкасающиеся с плоскостями деталей, нередко покрывают похожим на резину составом для обеспечения надежного уплотнения. Такие прокладки, в отличие от неметаллических, обладают большей износостойкостью и служат дольше. Прокладки из меди встречаются реже из-за высокой стоимости материала. Следует помнить о том, что прокладка ГБЦ — изделие одноразового использования, даже если вы не видите на ней признаков повреждений. При затяжке она принимает форму соприкасающихся с ней поверхностей, и поставить ее на сто процентов в то же положение невозможно. По этой причине, каждый раз, снимая ГБЦ, необходимо приобрести новую прокладку.
Основная причина преждевременного выхода из строя прокладки ГБЦ — перегрев двигателя. При замене прокладки необходимо правильно затянуть крепежные болты или шпильки с соблюдением момента затяжки. Делать это необходимо при помощи надежного и качественного динамометрического ключа и строго в порядке, описанном в руководстве по ремонту данного двигателя.
Прокладочные материалы. Паронит, капролон, картон
Прокладочные материалы — это общее название для широкой группы различных изделий, используемых в качестве уплотняющих и герметизирующих элементов. Подобные изделия активно используются почти что во всех отраслях промышленного производства, а также фармацевтических, строительных, ремонтных и коммунальных сфер деятельности.
Прокладочные и набивочные материалы повсеместно используют в быту: это как резиновые окантовки на дверях и окнах, всевозможные уплотнительные кольца и прокладки в сантехнике и трубопроводах, так и сальники и гидравлические манжеты в различных узлах автомобилей, а также картонные упаковки для предметов и хлебобулочных изделий.
Прокладочные и уплотнительные материалы можно разделить на несколько групп, исходя из физических свойств и химического состава данных категорий. В частности, можно выделить наиболее востребованные и популярные группы материалов, которые широко представлены в наших каталогах и знакомы большому количеству клиентов:
- Резинотехнические изделия (кольца; манжеты; грязесъемники; прокладки)
- Асбестотехнические изделия (паронит ПОН, ПМБ, ПЭ, ПА; тормозная лента)
- Картон и бумага (упаковочные и прокладочные)
- Резинотканевые изделия (техпластины, транспортерные ленты, рукава)
- Синтетические изделия (капролон, фторопласт, полиэтилен)
Основными требованиями, предъявляемыми к листовому прокладочному материалу можно считать стойкость к различным температурным режимам и климатическим условиям, гибкость и эластичность, способность выдержать большое давление и физические нагрузки, а также устойчивость ко множеству агрессивных химических сред.




