Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия. Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.
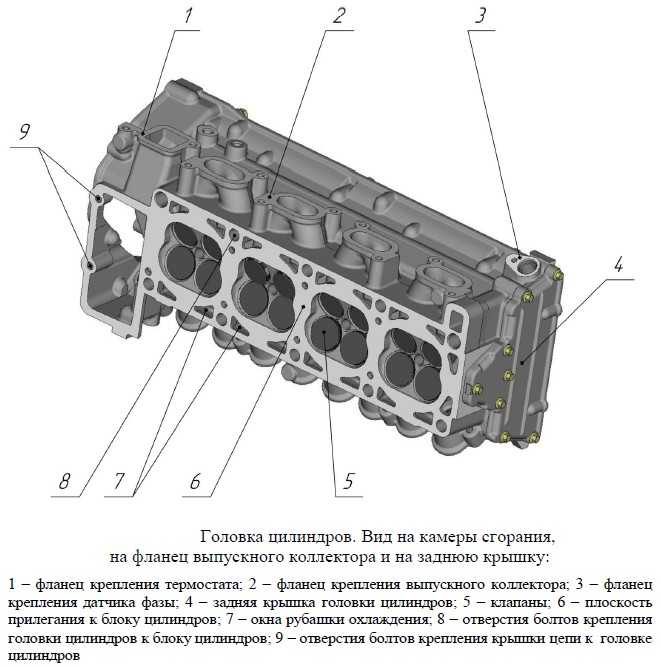
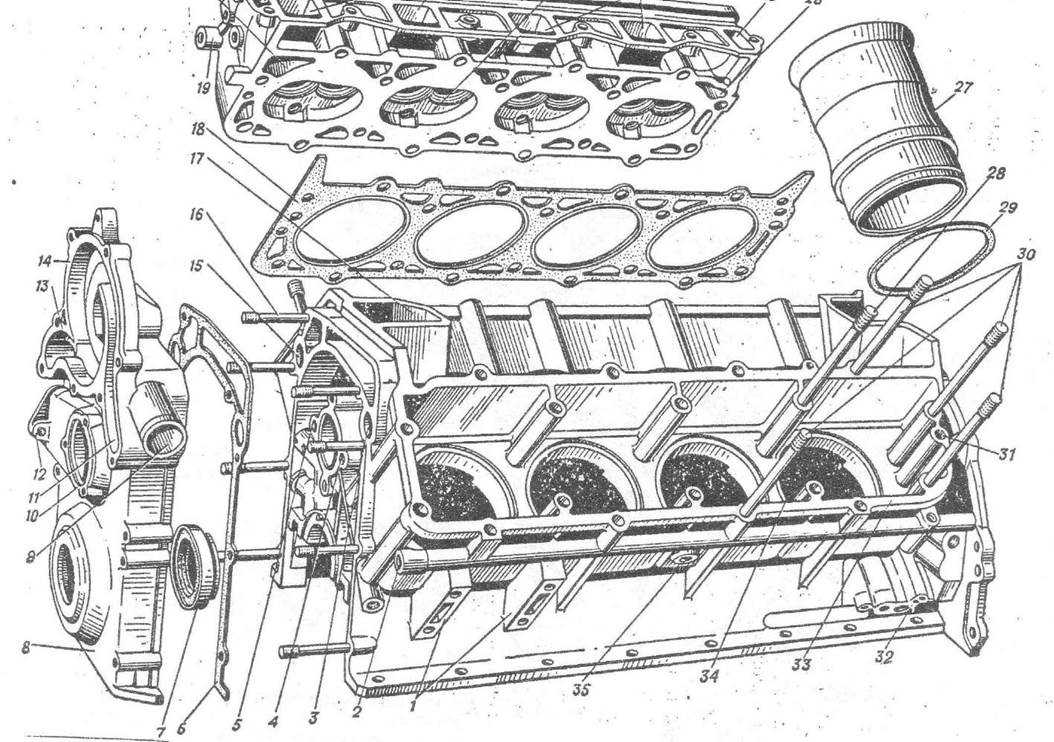
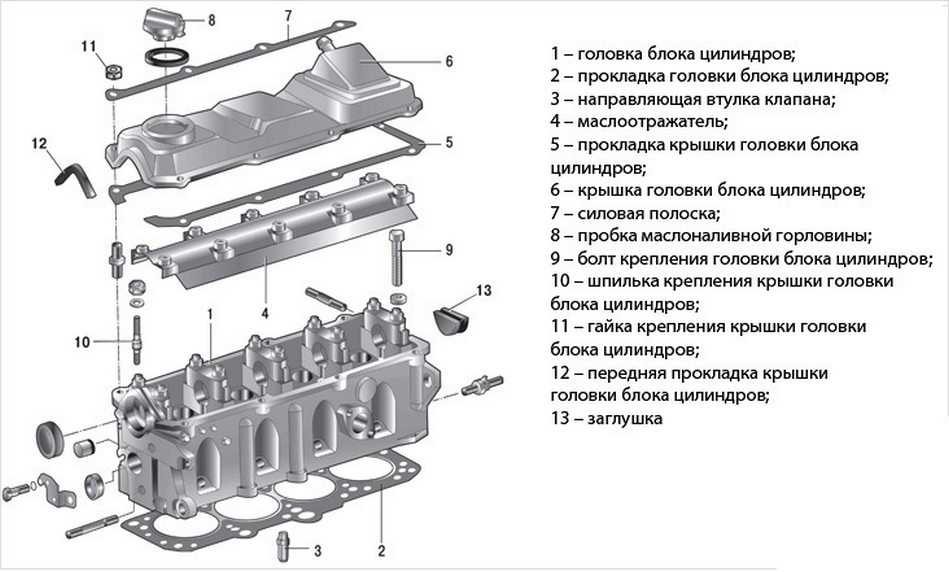
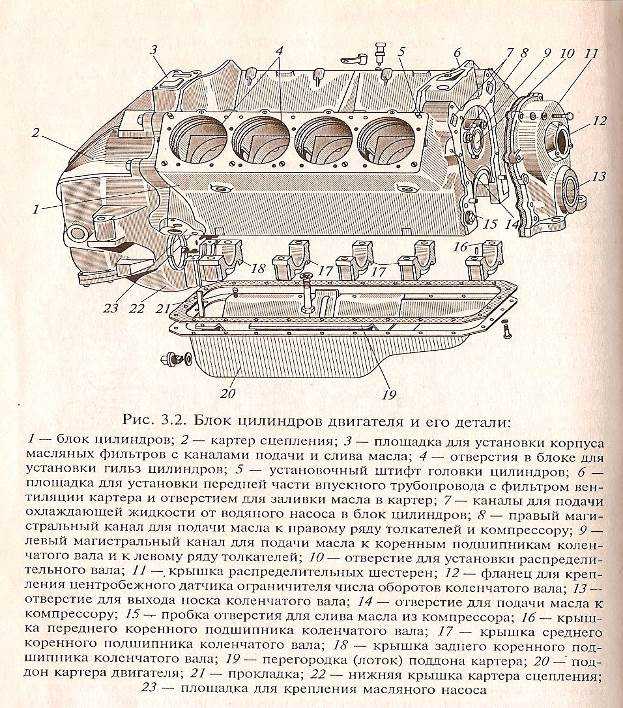
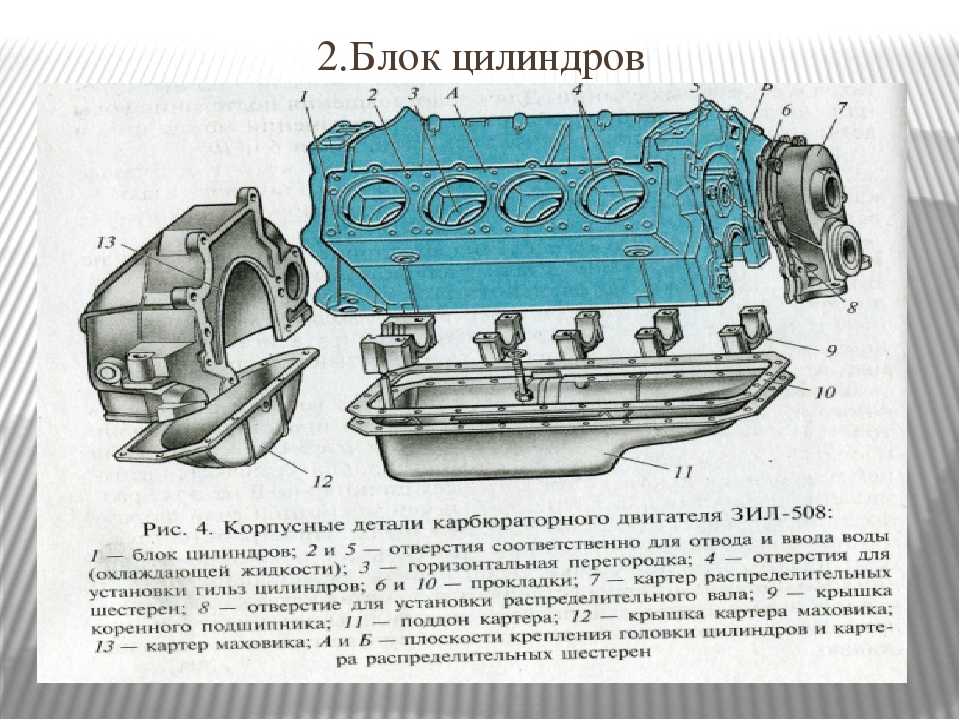
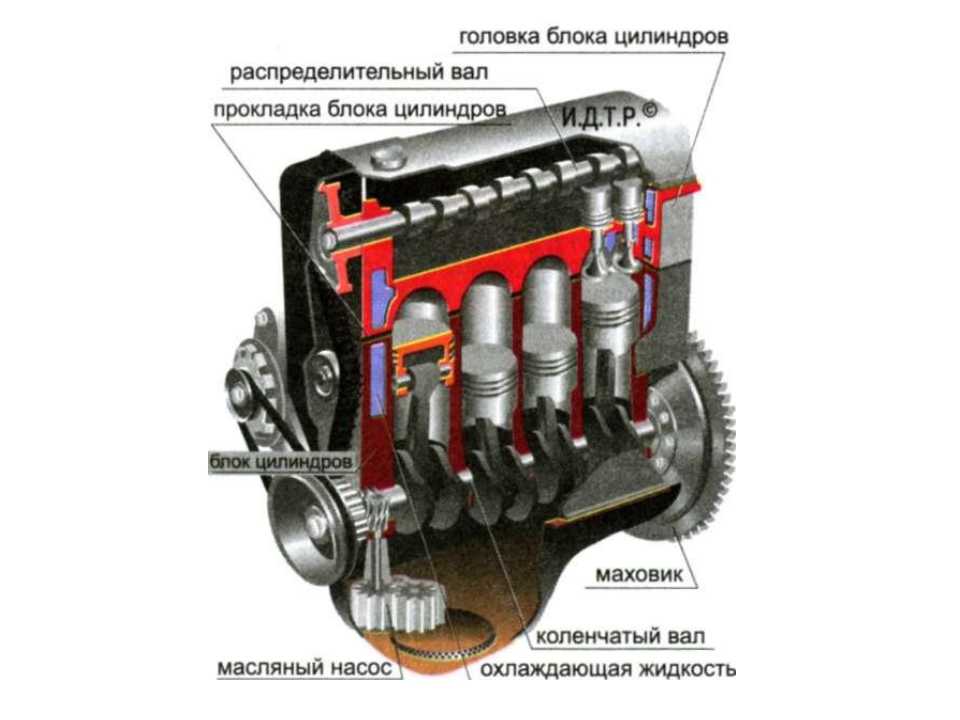
Конструкция детали: что входит в ГБЦ
![]()
Поподробнее рассмотрим, из чего состоит ГБЦ.
Первоначально детали головки изготавливались из чугуна. Выбор материала был обусловлен высокой вибронагруженностью и температурным режимом работы двигателя. Чугун обладает высокой механической прочностью и термоустойчивостью. Он не подвержен деформациям и короблению при нагревании. Основной недостаток чугуна – большой удельный вес. Современное материаловедение позволяет использовать сплавы из легких металлов (например, из алюминия), которые отвечают всем вышеперечисленным характеристикам, но обладают меньшей массой.
Герметизация плоскости разъема блока и головки цилиндров осуществляется посредством специальной прокладки. Это сложная деталь, в основу которой входит армированный асбест. Она должна повторять все контуры и каналы головки и при этом выдерживать высокое давление и температуру. Во время крепления болтов головки блока цилиндров необходимо соблюдать заданное усилие и последовательность затяжки. Обычно она осуществляется в несколько этапов и деформирует прокладку в определенных местах.
Что входит в состав ГБЦ?
- Прокладка создает герметичное соединение и функционирование систем охлаждения и смазки.
- ГРМ – это газораспределительный механизм, включающий в себя цепь (ремень), связывающую коленвал и распредвал, собственно распределительный вал и клапаны с пружинным механизмом.
- Корпус головки блока цилиндров называется картером. В нем расположены все детали и механизмы.
- Резьбовые отверстия для монтажа свечей системы зажигания и форсунок для впрыска топлива.
- Камера сгорания, в которой происходит рабочий процесс воспламенения горючей смеси, обеспечивающий работу двигателя.
- Цепь или ремень ГРМ.
- Привалочные плоскости с отверстиями для крепления впускного трубопровода и выпускного коллектора вместе с датчиками и патрубками системы охлаждения.
Клапаны впуска и выпуска расположены вдоль постели распредвала. При использовании двух клапанов на цилиндр они расположены в один ряд. При использовании четырехклапанной конструкции (два впускных и два выпускных на цилиндр) они располагаются в два параллельных ряда. Ось клапанов имеет отклонение от перпендикуляра к плоскости разъема головки и блока цилиндров, как правило, в 20 градусов.
В передней части головки находится пространство для звездочки газораспределительного механизма цепи (или ремня) и ее успокоителя. Они приводят в движение распредвал. Камеры сгорания расположены над цилиндрами и имеют немного меньший диаметр, чем поршни. Благодаря такому несоответствию на границе блока цилиндров и ГБЦ создается завихрение топливной смеси в конце такта сжатия. Это благоприятствует воспламенению горючего и увеличению мощности двигателя.
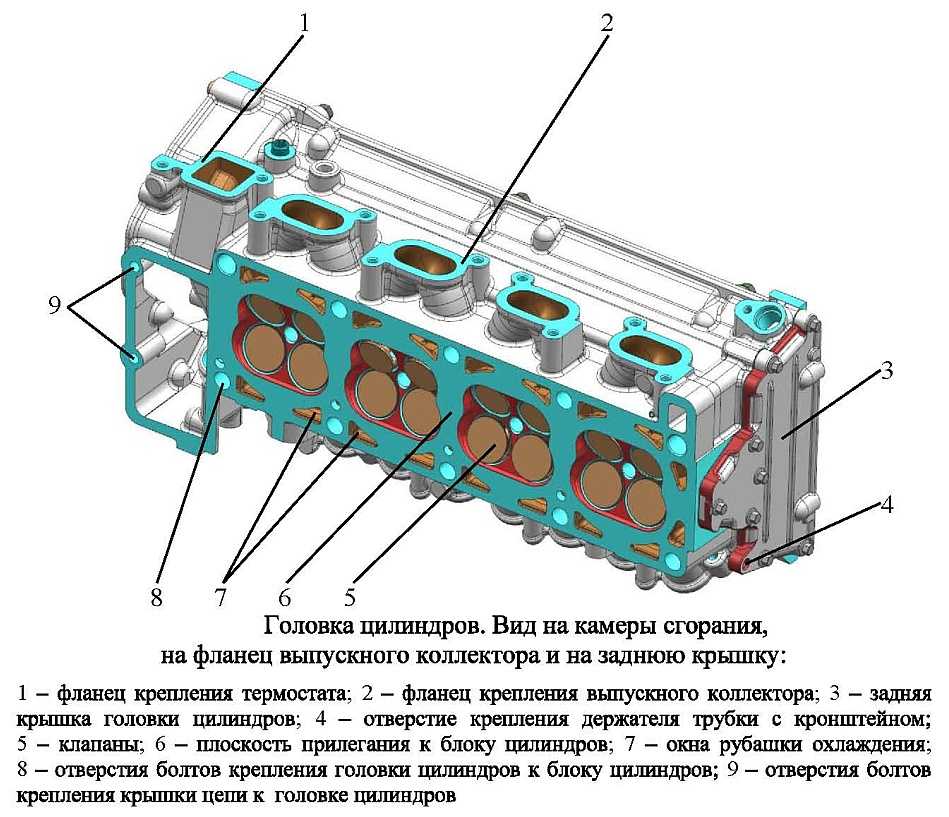
![]()
Слева по направлению движения автомобиля расположены входные отверстия для монтажа свечей зажигания и форсунок подачи топлива. Они вкручиваются по резьбе и участвуют в процессе работы двигателя. На противоположной стороне находятся площадки для подсоединения впускного и выпускного трубопроводов. Также сюда подходят патрубки, подводящие охлаждающую жидкость к ГБЦ.
Сверху головка блока цилиндров имеет сложную конфигурацию, обеспечивающую расположение элементов газораспределительного механизма. Вдоль центральной оси идут площадки для монтажа вкладышей распредвала. В них помещается сам распредвал и сверху фиксируется крышками с ответными полукольцами подшипников скольжения. В специальные отверстия под распредвалом запрессовываются направляющие втулки клапанов. Над ними крепятся шайбы сложной формы, в которые устанавливаются пружины, удерживающие клапан в поднятом состоянии. Сверху ГБЦ надевается металлическая или силуминовая крышка, закрывающая механизмы.
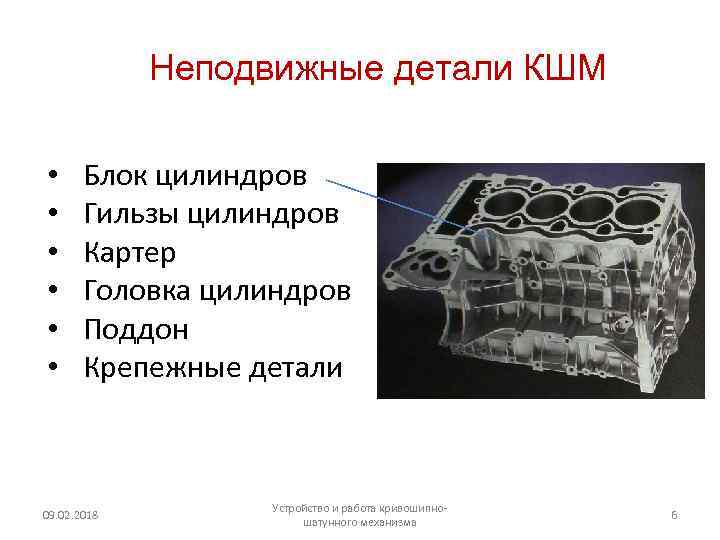
Из чего еще состоит ГБЦ? В головке блока цилиндров имеются неподвижные элементы, такие как:
- седла клапанов, обеспечивающие герметичность впускных и выпускных клапанов в закрытом состоянии;
- направляющие клапанов, задающие вектор их перемещения.
Седла и направляющие запрессовываются с натягом в ГБЦ. В домашних условиях выполнить такую работу очень сложно. Требуется сильный нагрев головки блока цилиндров и глубокое охлаждение ответных деталей перед процессом монтажа. Долгая запрессовка может привести к выравниванию температур и заклиниванию направляющей или клапана. Кроме того, головки из алюминиевого сплава подвержены деформации при нагревании, поэтому перегрев может стать для них фатальным. Для выполнения этой операции лучше обратиться в специализированную мастерскую.






Почему появляются задиры?
Причин этому явлению несколько:
- Естественный износ. В данном случае задиры возникают не раньше, чем через 200 тысяч километров. Нередки случаи, когда дефекты отсутствовали спустя 500 и более тысяч километров.
- Несвоевременная замена масла или езда с низким уровнем. В результате, теряется эластичность пленки и двигатель работает «на сухую». Кольца трутся о поверхность стенок, образовывая задиры. Специалисты рекомендуют производить замену масла каждые 10 тысяч километров.
- Нарушение температурного режима двигателя. Это может спровоцировать не только царапины на стенках цилиндров, но и дефекты головки блока.
- Проникновение в камеру инородных предметов. Это может быть пыль от грязного воздушного фильтра. Иногда — металлическая стружка от забитого масляного фильтра. Чтобы не допустить этого, меняйте данные расходники раз на 10 тысяч километров.
- Использование топлива с ненадлежащим октановым числом. Может повлечь за собой детонацию, задиры и прогар клапанов.
Автомобиль от А до Я: устройство двигателя внутреннего сгорания
Новая рубрика, готовьтесь! Будет много познавательного текста с картинками.
Двигатель внутреннего сгорания (ДВС) является сердцем автомобиля. Главная особенность этих двигателей заключается в том, что воспламенение топлива происходит внутри камеры сгорания (КС), а не в сторонних внешних агрегатах.
В процессе работы тепловая энергия, выделяемая, вследствие, сгорания топлива, преобразуется в механическую.
— легкие жидкие (газ, бензин)
— тяжелые жидкие (дизельное топливо)
— Бензиновые двигатели
Бывают двух типов: бензиновые карбюраторные и бензиновые инжекторные.
В первом случае смесеобразование (смешивания топлива с воздухом) происходит в карбюраторе или во впускном коллекторе с помощью форсунок. Далее, смесь попадает в цилиндр, сжимается и поджигается искрой от свечи.
Во втором же случае, топливо впрыскивается во впускной коллектор или в цилиндр с помощью инжекторов (распыляющие форсунки).
— Дизельные двигатели
Специальное дизельное топливо (ДТ) подается в определенный момент (не доходя до мертвых точек) в цилиндр под высоким давлением с помощью форсунки.
Движение поршня сжимает смесь еще сильнее, топливо нагревается, с последующим воспламенением горючей смеси (за счет высокого давления).
Такие двигатели характеризуются малыми оборотами и высоким крутящим моментом.
— Газовые двигатели
В качестве топлива, двигатель использует углеводороды. В основ, такие двигатели работают на пропане, но встречаются и другой газ в качестве топлива.
Главное отличие от других двигателей — высокая степень сжатия. Такие двигатели меньше изнашиваются благодаря тому, что топливо уже подается в газообразном состоянии. Также, экономичность газовых двигателей на лицо — газ дешевле бензина.
Стоит отметить и экологичность — отсутствует дымность двигателя.
— от искры (бензиновые)
— от сжатия (дизельные)
— Рядный двигатель
Наиболее распространенная компоновка, цилиндры расположены в один ряд перпендикулярно коленчатому валу. Такие двигатели просты в конструкции, но при большом количестве цилиндров — увеличивается размер двигателя в длину.
— V-образный
Для уменьшения длины агрегата, цилиндры располагают под углом от 60 до 120 градусов, при этом, продольные оси цилиндров совпадают с продольной осью коленчатого вала.
Двигатель получается довольно небольших размеров в продольном отношении (короткий).
Из минусов: довольно большая ширина двигатели и раздельные головки блока, что приводит к увеличению себестоимости при изготовлении.
— Оппозитный
Горизонтально-оппозитный двигатель имеет меньшие габариты по высоте, что позволит снизить центр тяжести всего автомобиля. Из плюсов можно выделить: компактность, симметричность компоновки.






— VR-образный
За счет 6-ти цилиндров, расположенных под углом 150 градусов, образуется весьма компактный (узкий и короткий) двигатель. А также, этот двигатель имеет всего одну головку блока.
— W-образный
В этих двигателях соединены два ряда цилиндров в VR-исполнении.
Угол расположения цилиндров равен — 150 градусам, а сами ряды — под углом 720 градусов.
Штатный автомобильный двигатель состоит из 2-х механизмов и 5-ти систем.
«Алюминиевые» двигатели и их преимущества
Использование в производстве современных технологий дает возможность изготовления легких «алюминиевых» двигателей, у которых блок цилиндров не имеет чугунных гильз. В рабочих поверхностях цилиндров в алюминиевых блоках электролитическим путем создается повышенное содержание кремния, а затем цилиндры подвергаются химическому травлению для создания на рабочей поверхности цилиндров износостойкой пористой пленки чистого кремния, хорошо удерживающей смазку.
Рабочие поверхности цилиндров современных алюминиевых блоков двигателей могут иметь покрытие, наносимое плазменным напылением. Напыляемый на стенки цилиндра порошок подается через плазматрон. Газ, предназначенный для создания плазмы, проходит через распылитель и поджигается электродугой. При этом температура газа повышается примерно до 11700°C и он переходит в плазменное состояние. Частицы порошка в расплавленном состоянии заполняют неровности поверхности цилиндра. При застывании частиц они надежно соединяются со стенками цилиндра. Дополнительно внутри напылённого слоя возникает напряжение сжатия, что еще больше укрепляет связь между металлом цилиндра и напылённым слоем.
После напыления, как и при традиционном исполнении цилиндров, производится хонингование, однако этом случае риски вследствие хонингования не так глубоки. Возникает весьма ровная наружная поверхность с небольшими впадинами (микроуглублениями), в которых находится масло. Каждое микроуглубление не связано с другими микроуглублениями, в отличие от хонингования чугунных гильз. Когда поршневое кольцо проходит над микроуглублением, в последнем создается давление, которое воздействует на поршневое кольцо. В результате этого поршневое кольцо всплывает поверху масляной подушки, чем и обеспечивается гидродинамическая смазка. Благодаря этому потери на трение и износ существенно уменьшаются.
Преимуществами данного способа изготовления цилиндров по сравнению с обычными являются:
- снижение массы по сравнению с конструкцией с вставными гильзами цилиндров
- уменьшение размеров двигателя по сравнению с чугунным блоком цилиндров за счет сужения перемычек между цилиндрами
- увеличение срока службы цилиндров благодаря износостойкому покрытию, наносимому плазменным напылением
Что это
Данная процедура является одной из нескольких операций в рамках отправки ДВС на капремонт. Гильзование применяется после расточки, если не был достигнут нужный эффект и стенки цилиндров имеют глубокие дефекты. Если ранее цилиндры уже были расточены до максимальных размеров, то их также необходимо гильзовать. Некоторые производители рекомендуют периодически проходить данный сервис по регламенту. Суть заключается во вставке (гильзе) в блок цилиндров. Операцию проводят после необходимых замеров и тщательной подготовки.
Процедуру проводят так: деталь нагревают до 150 градусов Цельсия (предварительно гильза охлаждается в жидком азоте), затем на втулку наносят специальные ингредиенты и ставят на место. Деталь должна обладать следующими свойствами:
- Устойчивость к коррозии.
- Термоустойчивость и стойкость к механическим повреждениям.
- Удароустойчивость.
- Высокая износостойкость на длительный период времени.
![]()
Отметим, что современные автопроизводители используют в машинах два типа гильз:
- Мокрые (более ремонтопригодны, так как контактируют с тосолом).
- Сухие (при изготовлении их монтируют в блок цилиндров).
Варианты процедуры могут несколько отличаться между собой, что обусловлено разницей в работе с чугуном и алюминием. На сегодняшний день автоконструкторы все чаще переходят на алюминий, чугун применяется реже. Но и работа с алюминиевыми изделиями несколько сложнее и дороже.
Если соблюдены все нормы и параметры, мастер качественно провел гильзовку, то после такого ремонта ДВС должен без проблем проходить минимум 100-150 тысяч километров (при условии правильной эксплуатации и обслуживания).
Виды ГРМ
Существуют следующие виды газораспределительных механизмов: нижнеклапанный ГРМ и верхнеклапанный ГРМ. Сегодня, на современных автомобилях, используются только верхнеклапанные ГРМ, когда клапаны располагаются в головке цилиндров.
Клапан удерживается в закрытом состоянии с помощью клапанной пружины, а открывается при нажатии на стержень клапана. Клапанные пружины должны иметь определенную жесткость (оптимальную, чтобы не увеличивать ударную нагрузку на седло клапана) для гарантированного закрытия клапана во время работы.
Чтобы снизить потери на трение в ГРМ применяют ролики, которые установлены на рычагах и толкателях привода клапанов. Применение роликов в клапанном механизме заменяет трение скольжения, на трение качение, что значительно уменьшает потери на привод клапанов.
При открытии впускного клапана проходит топливно-воздушная смесь (или воздух) наполняя цилиндр двигателя. Чем больше площадь проходного сечения, тем полнее заполнится цилиндр, что приводит к повышению выходных показателей цилиндра при рабочем ходе. Для улучшения очистки цилиндров от продуктов сгорания увеличивают диаметр тарелки выпускного клапана. Правда, размеры тарелок клапанов ограничены размером камеры сгорания, выполненной в головке цилиндров. Многое также зависит от регулировки клапанов.
Применение четырех клапанов на цилиндр началось еще в 1912 г. на двигателе автомобиля PeugeotGranPrix. Широкое использование такой схемы в серийном производстве легковых автомобилях началось только в конце 1970-х гг. Сегодня ГРМ с четырьмя клапанами на цилиндр стали практически стандартными для двигателей европейских и японских легковых автомобилей.
Mercedes выпускает двигатели, которые имеют по три клапана на цилиндр, два впускных и один выпускной, с двумя свечами зажигания (по одной с каждой стороны от выпускного клапана).
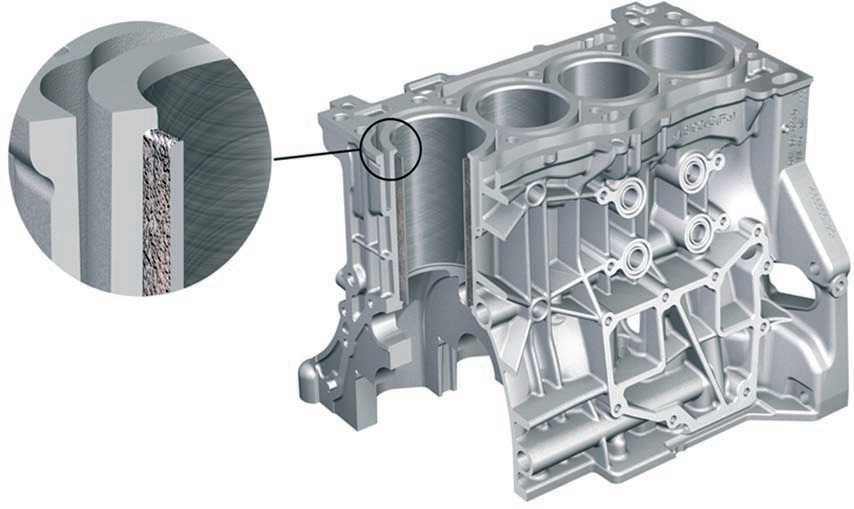
Особенности алюминиевого двигателя
Алюминиевые сплавы значительно мягче чугуна, поэтому для придания блоку необходимой жёсткости, его несущие стенки делают более толстыми, добавляют для жёсткости ребристую систему. Алюминий обладает более высоким коэффициентом температурного расширения, это требует более строгого контроля за зазорами между деталями двигателя. С целью снижения веса, в современных автомобилях поршни часто изготавливаются из алюминиевых сплавов, а поверхность цилиндров из других металлов.

![]()
Для усиления износостойкости стенок цилиндров применяют специальные технологии, позволяющие в процессе отливки блока цилиндров повысить в поверхностном слое процентное содержание кремния, удаляя при этом с помощью химических реакций алюминий. Это позволяет в разы увеличить уровень износостойкости стенок цилиндров сравнительно с изделиями, изготовленными из чугуна.
Чтобы снизить коэффициент трения, которое возникает между алюминиевым блоком и поршнями, последние покрывают тонким слоем железа.
![]()
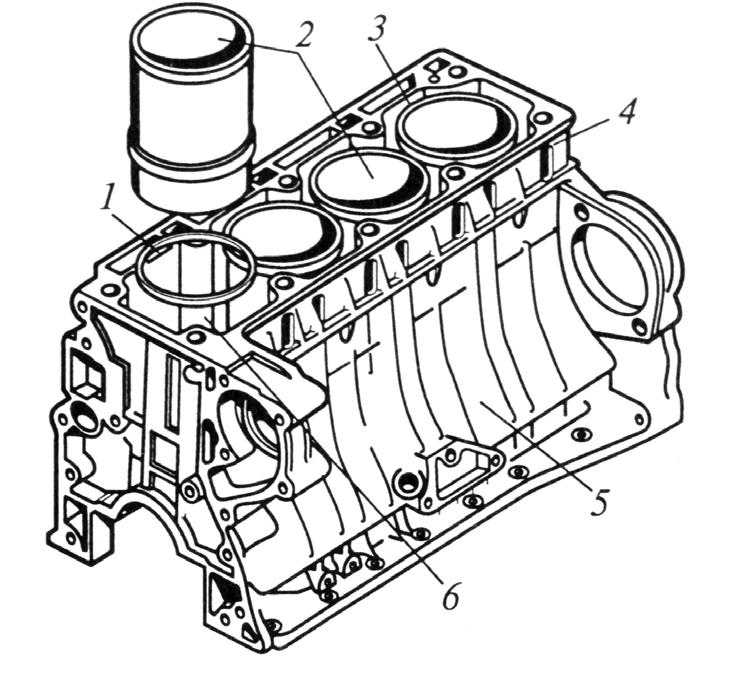
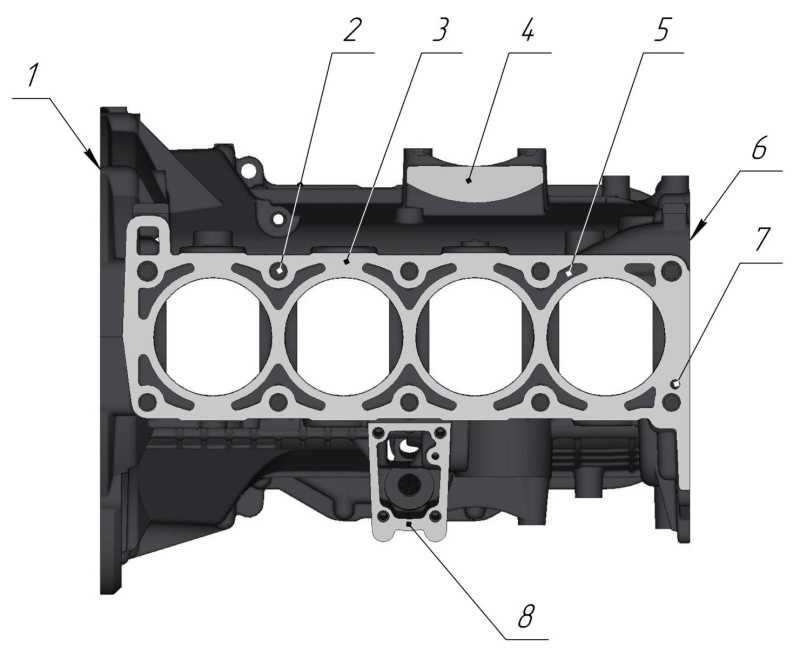
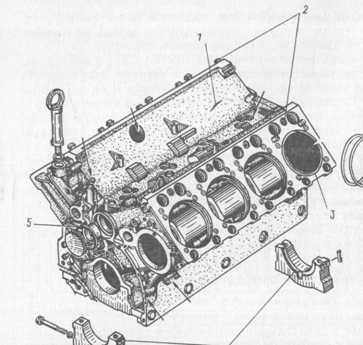
Блок цилиндров ВАЗ: 2103, 2106, 21213, 21214, 2123, 2130.
Конструкции блоков, для двигателей ВАЗ с продольным размещением в моторном отсеке, объеденены одним общим признаком — межцилиндровым расстоянием 95.00 мм.
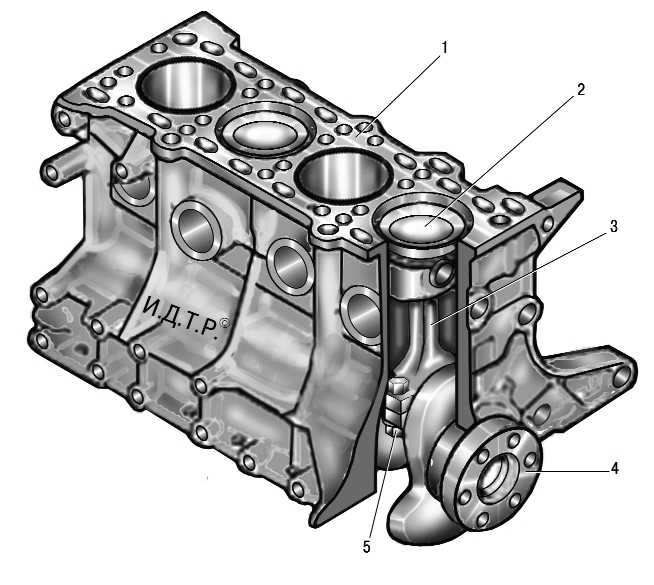
Блок цилиндров ВАЗ изготавливают методом литья, используя для этого специальный высокопрочный чугун. Блок имеет четыре рабочих цилиндра. Цилиндры расположены на одной линии, в один ряд. Двигатели такой конструкции называют однорядными. Поверхность цилиндров формируется путем расточки тела блока и с последующей специальной шлифовкой — хонинговкой. Обработанную внутреннюю поверхность цилиндра называют – зеркалом цилиндра.
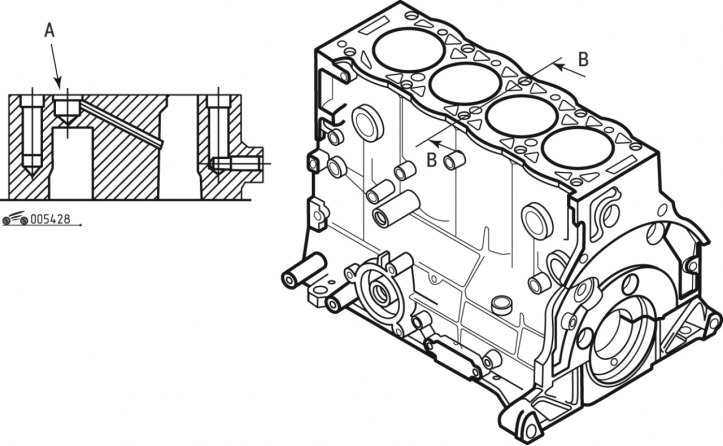
По результатам окончательной обработки, в зависимости от погрешности изготовления, каждому цилиндру присваивается один из пяти классов: А, В, С, D, Е. Разница размеров между классами составляет – 0.01мм. На нижней плоскости блока, напротив с каждого цилиндра, клеймом наносится маркировка класса цилиндра.
![]()
Блок имеет внутренние полости, которые образуют так называемую рубашку охлаждения. При работающем двигателе, в рубашке осуществляется циркуляция охлаждающей жидкости – обеспечивая отвод тепла. При данной конструкции, диаметр цилиндров и межцилиндровое расстояние позволяют иметь полости рубашки охлаждения между соседними цилиндрами. В своем развитии, конструкция «классического» блока претерпевала изменения в основном за счет увеличения диаметра цилиндров. Диаметр в 82,00 мм является предельным, для обеспечения прочностных характеристик, при сохранении полостей рубашки между цилиндрами.
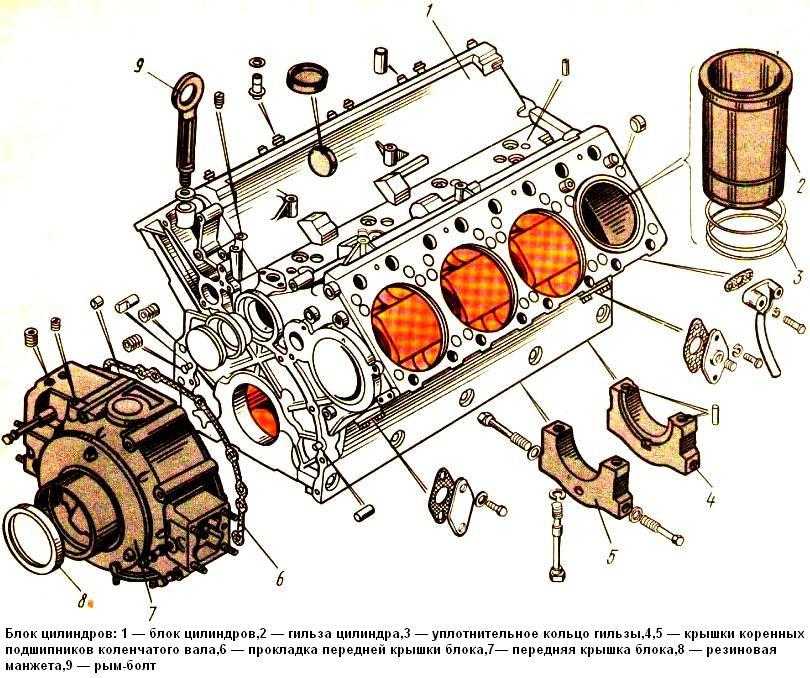
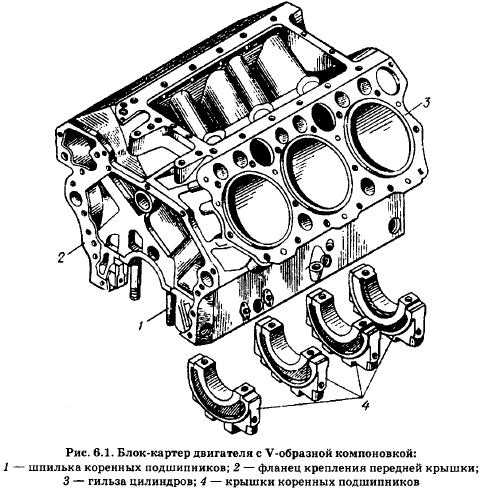
Для установки коленчатого вала, в конструкции предусмотренно пять опор. Опоры служат основанием для коренных подшипников(коренные вкладыши). Фиксация коленвала и коренных вкладышей обеспечивается крышками коренных подшипников. Для обеспечения точности, крышки коренных подшипников растачиваются совместно с блоком цилиндров.
![]()
При сборке, каждая крышка, должна устанавливаться на опору, с которой она совместно обрабатывалась. Для выполнения этих требований, каждая крышка , имеет специальные метки в виде рисок. Они позволяют установить соответствие крышки той или иной опоре. Нумерация опор осуществляется от передней стенки блока. Кроме того на крышках выбит технологический номер блока цилиндров , с которым они совместно обрабатывались. Такой же номер выбит на нижней поверхности блока в плоскости разъема. Дополнительной страховкой от ошибочной установки, служат отверстия в крышке коренного подшипника. Их не симметричное расположение не позволит провести неправильную установку. Крышки крепятся к опорам специальными самоконтрящимися болтами.
На задней, пятой, опоре имеются специальные выборки, предназначенные для установки упорных полуколец. Полукольца позволяют ограничить осевое смещение коленчатого вала. Максимально допустимой величиной осевого зазора считается величина — 0,35 мм. При увеличении зазора необходимо установить новые полукольца. Если после этого зазор все еще остается больше допустимого – требуется установка ремонтных полуколец с толщиной увеличенной на 0,127 мм. При установке, необходимо , чтобы поверхность полукольца, на которой имеются смазочные канавки, была обращена к стороне упорных поверхностей коленчатого вала.
При сборке двигателя следует обратить особое внимание на правильность установки вкладышей. Вкладыши с внутренней круговой проточкой, укладываются в опоры блока цилиндров «1», «2», «4», «5»
В крышки коренных подшипников , укладываются вкладыши без внутренней канавки. Вкладыши для средней, третьей, опоры отличаются от остальных.
Хонингование
Ранее мы упомянули о такой процедуре, как хонинговка. Эта операция призвана уменьшить шероховатость стенок цилиндров. Благодаря хонингованию улучшается приработка поршневых колец и увеличивается ресурс отремонтированного двигателя.
Производится данный процесс в несколько этапов:
- Черновая обработка цилиндров. В данном случае мастер использует крупный абразив.
- Финишная обработка. В ходе операции используется мелкозернистый абразив, что дает возможность получить высокую точность обработки. В качестве абразива применяются керамические или алмазные бруски. Последние отличаются высокой надежностью и долговечностью. Поэтому обработка керамическими брусками уходит в прошлое.
- Мойка двигателя. В ходе этого этапа удаляются остатки полировочной пасты и металлическая стружка. Не заржавеет ли металл? Все элементы ДВС выполнены из высокостойких к коррозии сплавов.
- Финишная чистка. Используется не всеми мастерами, но позволяет удалить старые впадины и углы, что образовались в процессе хонингования. Так достигается высокая гладкость поверхности цилиндров.
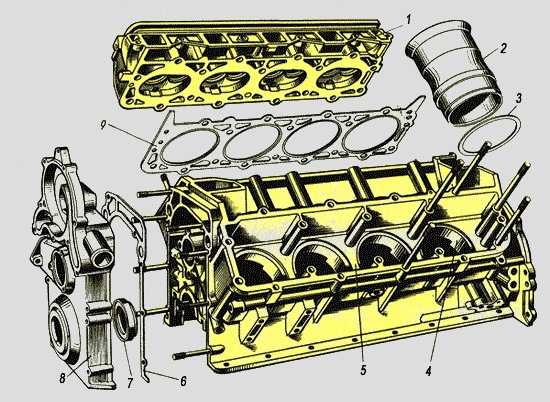
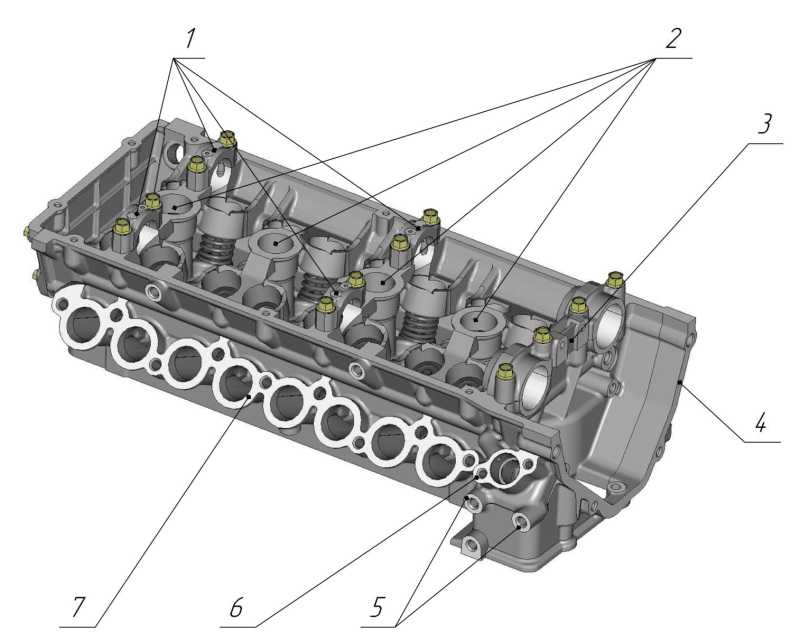
Перед снятием головки цилиндров обратить внимание на следующее:
- Головку цилиндров снимать только на холодном двигателе.
- Головка цилиндров для восьмицилиндровых двигателей имеет отличную конструкцию от головок цилиндров, выпущенных после 1978 года для тех же двигателей.
- При повреждениях привалочной плоскости гоповки цилиндров ее можно профрезеровать.
- Каждая головка цилиндров фиксируется на блоке цилиндров двумя установочными штифтами и крепится 18 болтами, по 6 болтов на каждый цилиндр.
- Прокладка головки цилиндров 3.5 и 4.5 литровых двигателей отличаются друг от друга диаметром отверстия цилиндров. Кроме того, конструкция прокладок изменялась в течение года, поэтому при покупке прокладки обязательно указывайте номер двигателя.
- В процессе эксплуатации подтягивание болтов крепления головки цилиндров не требуется.
- Крепление головки цилиндров производится только на холодном двигателе.
- Резьба болтов крепления головки цилиндров покрыта слоем никеля: во избежание повреждения резьбы в блоке при замене использовать только такие болты.
- Для защиты резьбы рекомендуется использовать пасту «Helicoil».
- Снятие и установку головки цилиндров можно выполнять на двигателе, установленном на автомобиле.
- Капот автомобиля поставить в вертикальное положение как при снятии двигателя.
- Отсоединить провода от аккумуляторной батареи.
- Слить охлаждающую жидкость из системы охлаждения, отвернув сливные пробки с левой и правой стороны блока цилиндров.
- Снять топливные трубки.
- Отвернуть болты крепления выпускных трубопроводов на обоих головках цилиндров.
- Повернуть коленчатый вал двигателя до ВМТ в 1-м цилиндре. При этом метка на торцевой стороне поверхности блока цилиндров и нулевая отметка на шкиве должны совпасть как показано на рисунке.
![]()
- В автомобилях с регулируемой подвеской колес отвернуть четыре болта крепления насоса гидросистемы подвески, снять насос вместе со шлангами и отвести в сторону. Снять детали привода гидросистемы.
- Краской нанести метки на звездочки распределительных валов и цепь привода, даже если снимается только одна головка цилиндров.
![]()
- Отвернуть болт крепления звездочки на распределительном валу, удерживая распределительный вал в средней части от проворачивания ключом в средней части или между зубьями звездочки и цепью привода поставить стопор соответствующей формы. Болт крепления до конца не отворачивать.
- Снять звездочку с распределительного вала, при необходимости, легкими ударами молотка с пластмассовой рабочей поверхностью, затем отвернуть болт крепления звездочки. Во избежание соскакивания цепи с других звездочек цепь закрепить.
Циклы двигателя
Устройство двигателя автомобиля всегда рассматривается в купе с его рабочим циклом. Физически цикл – это периодически повторяющиеся процессы в каждом его цилиндре. Достаточно подробно разница между работой четырёхтактного и двухтактного двигателя отражена в нашей статье о двигателе внутреннего сгорания .
Сегодня мы остановимся на работе четырёхтактных моторов. Именно по четырёхтактному циклу работает большинство современных автодвигателей. Хотя сам принцип двигателя был изобретён Николаусом Отто в 19-м веке.


Поршень четырёхтактного двигателя совершает нисходящее и восходящее движение. Эта работа укладывается в один оборот коленчатого вала. При втором обороте коленчатого вала вновь повторяют эти движения.
1. Такт впуска (всасывания).
Поступление в цилиндр двигателя свежего заряда: воздуха- от дизельного мотора бензинового двигателя с прямым вспрыском или топливовоздушной смеси, от газово-топливного двигателя, мотора с распределенным или центральным впрыском топлива, или газо-топливные двигатели). В результате разрежения, созданного поршнем, перепад давления между давлением в цилиндре и давление окружающего воздуха, заряд втягивается непосредственно в цилиндр.
2. Такт сжатия. Шатун толкает поршень
. Поршень сжимает газообразный свежий заряд в цилиндре. Устройство дизельного двигателя настроено на то, чтобы температура сжатых газов должна достигла температуры воспламенения топлива. Если же речь идёт об устройстве газо-топливного, бензинового двигателя температура в конце такта сжатия достигать температуры воспламенения топлива не должна. Воспламенение производится от электроискрового разряда свечи зажигания.
3. Такт рабочего хода.
Температура газов в цилиндре снижается, энергия горящих газов преобразуется в механическую энергию.
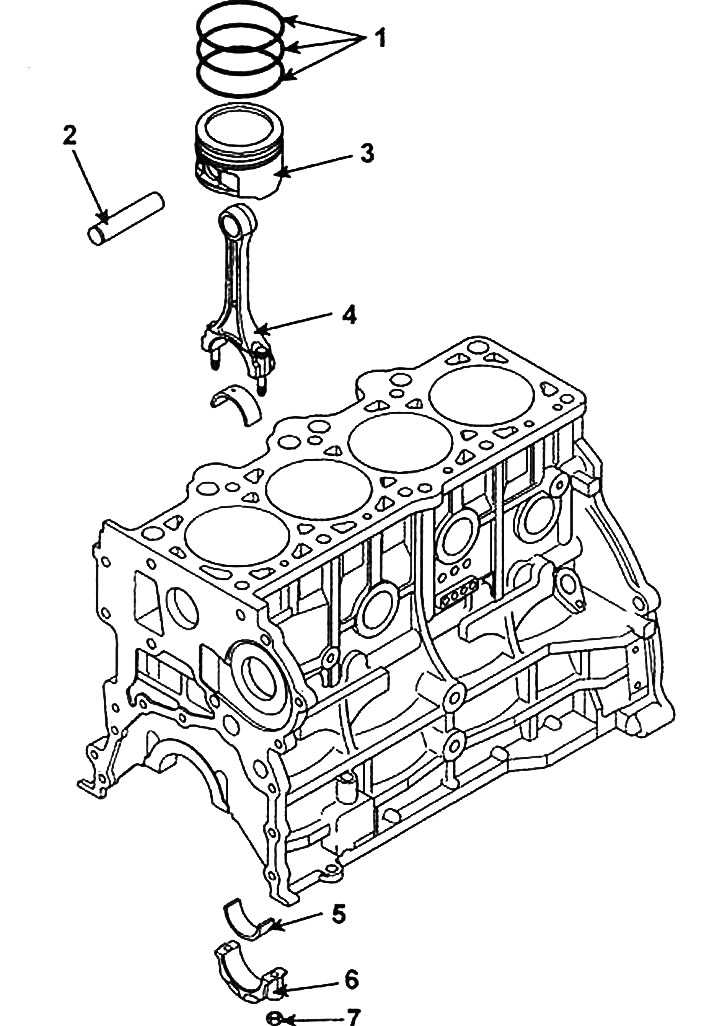
Расточка и гильзовка блока цилиндров
После появления дефектов и выработки на стенках применяют расточку цилиндров. Со стенок снимается металл определенной толщины, а затем устанавливаются другие ремонтные поршни и кольца под новый размер. Число расточек ограничено, так как объем постепенно увеличивается, а прочность снижается.
После максимального числа расточек применяют гильзовку. Это сложный процесс, который можно сделать только при наличии специального оборудования. «Мокрые» гильзы поменять намного легче, даже в полевых условиях. Если установлены «сухие» гильзы или это монолитный чугунный блок, то он растачивается под новые гильзы, которые запрессовываются с высокой точностью. Сам блок нагревается до 150-200 градусов, а новая гильза охлаждается. Так достигается наиболее плотная и точная посадка.
https://youtube.com/watch?v=MS3apg5gnXU
Ремонт блока цилиндров
![]()
1-5 дней
Срок выполнения работ
от 1 600 р.
Стоимость ремонта
≈ 2 %
от стоимости нового
Полная технологическая цепочка ремонта блока цилиндров двигателя включает следующие виды работ:
- диагностика блока цилиндров
- мойка блока цилиндров
- опрессовка блока цилиндров
- расточка и хонингование блока цилиндров
- гильзовка блока цилиндров двигателя
а также шлифовку привалочных плоскостей блока цилиндров
В случае износа цилиндров или их повреждения требуется провести работы по восстановлению — расточку, хонингование и гильзовку.
Расточка и хонингование блоков цилиндров
В технических центрах «Механики» растачиваются и хонингуются все виды блоков цилиндров: рядные и V-образные, как чугунные, так и алюминиевые.
В «Механике» применяется безалмазное хонингование. Этот способ позволяет получить рабочую поверхность цилиндров, оптимальную по противоизносным и антифрикционным свойствам. К тому же такая технология исключает появление прижогов, наволакиваний, внедрение абразивных частиц в металл и появление иных дефектов поверхностного слоя, а также существенно влияет на увеличение ресурса двигателя.






Гильзовка
Специалисты компании «Механика» имеют богатый опыт в гильзовке сильно изношенных цилиндров.
При износе цилиндров или в случае значительных повреждений их рабочих поверхностей блок растачивается под ремонтную гильзу. В отверстие запрессовывается гильза, которая подрезается, а затем растачивается и хонингуется под заданный размер поршня.
В техцентрах «Механики» ремонтные гильзы устанавливаются в чугунные и алюминиевые блоки цилиндров двигателей иномарок и отечественных автомобилей.
Опыт сотрудников техцентров «Механики», а также наличие специального оборудования, позволяют выполнять не только стандартные работы по расточке, хонингованию и гильзовке блоков цилиндров двигателей, но и финишную обработку поверхности цилиндров.
Финишная обработка цилиндров может включать
- Платохонингование, «выравнивающее» микропрофиль поверхности обработанного цилиндра, благодаря чему сокращается период обкатки мотора.
- Нанесение антифрикционного меднографитового покрытия, которое повышает стойкость поршней и колец к прихватам и задирам при кратковременных перегревах или работе двигателя с повышенными нагрузками.
Помимо стандартных работ по расточке, хонингованию и гильзовке специалисты технических центров компании «Механика» при необходимости могут провести дохонинговку блока цилиндров (восстановление сетки хона), а также оказать дополнительные услуги по ремонту блоков цилиндров двигателей.
Дополнительные услуги по ремонту блоков цилиндров
- Замена вкладышей ВПМН (для двигателей ВАЗ 2101–2107 / ГАЗ 406 и двигателей иномарок)
- Перепрессовка поршней (для двигателей автомобилей ВАЗ, «Ока» и иномарок)
- Шлифовка ВПМН в ремонтный размер (для двигателей автомобилей ВАЗ 2101–2107 / ГАЗ 406)
|
Выбрать мастерскую Дзержинский Ижорская Ленинградский пр-т Московское шоссе Нижний Новгород Новороссийск Промышленная улица Софийская ул. Военных Автомобилистов ул. Московская Уманский ш. Ростовское Щелковская
МОТОРЗОНА
оптовикам скидки
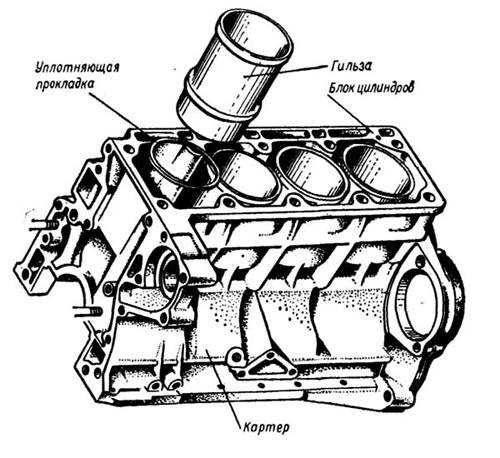
Материал изготовления блока цилиндров и гильз цилиндров
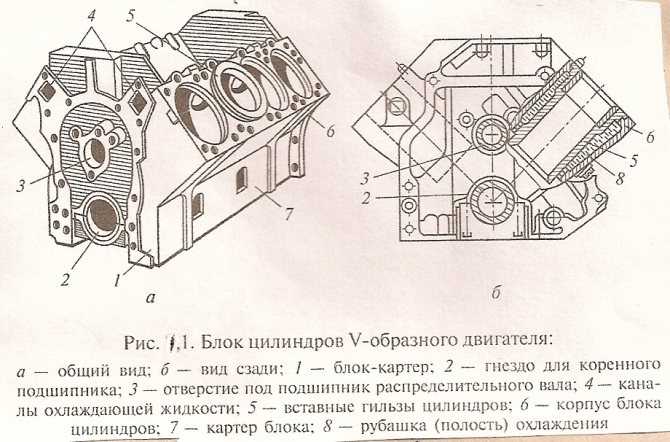
В зависимости от рабочего объёма и других технических и эксплуатационных характеристик, назначения, существует несколько вариантов компоновки (расположения цилиндров двигателя), а также несколько материалов для изготовления блока и цилиндра.
Так как в цилиндре возникают условия переменных давлений в надпоршневой полости, внутренняя поверхность стенок цилиндров соприкасается с пламенем и горячими газами (температура которых составляет от 1500—2500 °С), такая деталь должна изготавливаться из высокопрочных материалов с большой механической прочностью. Скорость скольжения поршневых колец по стенкам цилиндров достаточно большая от 12 до 15 м/сек, поэтому внутренние стенки цилиндра должны иметь повышенную жесткость. В этом случае увеличится срок службы цилиндра (гильзы цилиндра) и деталь будет более устойчива к разным видам износа (абразивным, коррозийным и эрозийным). Если поверхность блока цилиндров износилась выше допустимых пределов (что определется методом дефектации блока цилиндров), необходимо провести ремонт блока цилиндров.
Если нет ограничений по массе двигателя, например тракторный двигатель, то блок цилиндров изготавливается из перлитного чугуна.
На транспортных двигателях, где есть ограничения по массе, применяю более легкие алюминиевые и магниевые сплавы для изготовления блока цилиндров.
Преимущества блоков цилиндров из серого чугуна:
- низкая стоимость;
- высокая технологичность литья;
- стабильность свойств материала;
- возможность ремонта трещин блока (запайкой, заваркой, эпоксидным клеем);
- высокая твёрдость и жёсткость поверхностей, устойчивость к перегреву;
Недостатки чугунов
Главный недостаток чугуна большая масса (плотность выше в 2,7 раза), и меньшая теплопроводность.
Блоки цилиндров из алюминия
Алюминиевые сплавы более дорогие, но алюминиевые блок цилиндров имеют гораздо меньшую массу. Алюминиевые сплавы имеют ряд особенностей, которые следует учитывать при изготовлении и эксплуатации блоков цилиндров.
Источник
Каков итог?
Изучение вопроса применяемости материалов в двигателестроении показывает четкую направленность: для снижения массы и улучшения других характеристик применение каких-то суперматериалов либо не особо требуется, либо невозможно в принципе в силу физических и химических свойств. Развитие технологий идет путем эволюционным — усовершенствования как самого производства, так и традиционных материалов, реорганизации рабочего процесса и конструкторской оптимизацией. Так что даже в среднесрочной перспективе мы вряд ли увидим революцию в производстве ДВС, скорее речь будет идти о постепенном отказе от этого типа двигателя в принципе в пользу электротехнологий, хотя и там пока не наблюдается бурного технологического прорыва.




